
Proč sledovat vibrace strojů a jak ?
 Monitorování vibrací je stále žádanější položka pravidelných kontrol průmyslových rotačních strojů. Zejména jde o elektrické motory (DC i AC) a různé rotační mechanické stroje, které jsou na ně napojeny, jako jsou například různé pumpy, větráky, vývěvy apod. Doposud však většina firem buď tyto kontroly vůbec neprovádí a spoléhá se na zásobu náhradních dílů a jejich rychlé výměny v případě nastalé poruchy, nebo na kontroly různých dalších přidružených efektů, které mohou také na zvýšené mechanické opotřebení komponent upozorňovat: Takovými jsou například zvýšená hlučnost provozu v porovnání s dřívějším stavem nebo zvýšená teplota povrchu stroje (tzv. skin temperature) z důvodu tepla vznikajícího zvýšeným třením. Ty společnosti, které již potřebu monitorování vibrací zavedly, pak často jen v tzv. ručním režimu, tedy kdy například jednou za měsíc nebo jednou za čtvrt roku musí přijet specialista s ručním měřícím zařízením a po změření vibrací na vhodných místech stroje následně hodnoty porovná s předchozím měřením a rozhodne o stavu stroje. Nicméně tento proces vyžaduje obvykle objednat / najmout příchod technika odborníka nebo jej přímo trvale zaměstnávat.
Monitorování vibrací je stále žádanější položka pravidelných kontrol průmyslových rotačních strojů. Zejména jde o elektrické motory (DC i AC) a různé rotační mechanické stroje, které jsou na ně napojeny, jako jsou například různé pumpy, větráky, vývěvy apod. Doposud však většina firem buď tyto kontroly vůbec neprovádí a spoléhá se na zásobu náhradních dílů a jejich rychlé výměny v případě nastalé poruchy, nebo na kontroly různých dalších přidružených efektů, které mohou také na zvýšené mechanické opotřebení komponent upozorňovat: Takovými jsou například zvýšená hlučnost provozu v porovnání s dřívějším stavem nebo zvýšená teplota povrchu stroje (tzv. skin temperature) z důvodu tepla vznikajícího zvýšeným třením. Ty společnosti, které již potřebu monitorování vibrací zavedly, pak často jen v tzv. ručním režimu, tedy kdy například jednou za měsíc nebo jednou za čtvrt roku musí přijet specialista s ručním měřícím zařízením a po změření vibrací na vhodných místech stroje následně hodnoty porovná s předchozím měřením a rozhodne o stavu stroje. Nicméně tento proces vyžaduje obvykle objednat / najmout příchod technika odborníka nebo jej přímo trvale zaměstnávat.
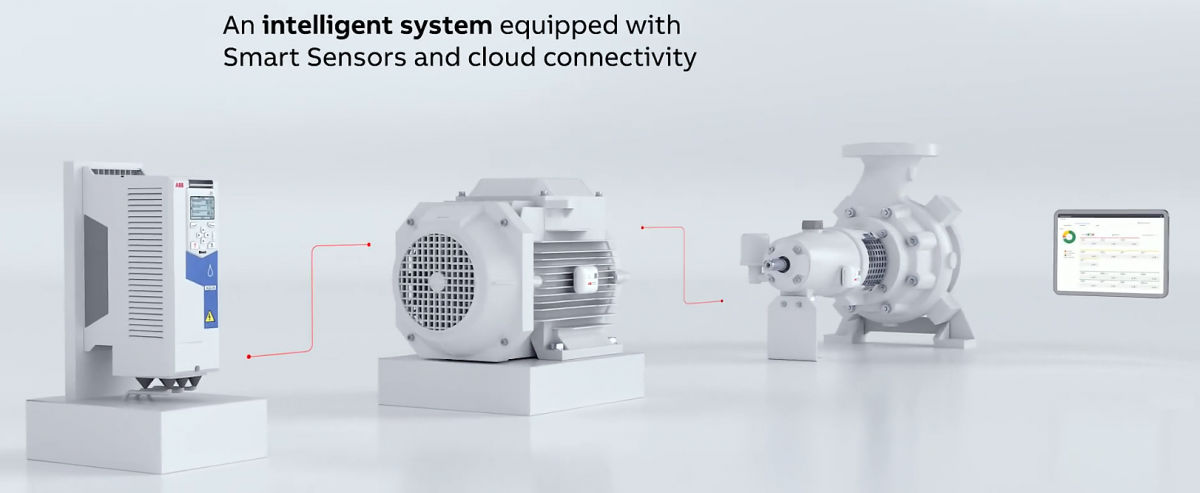
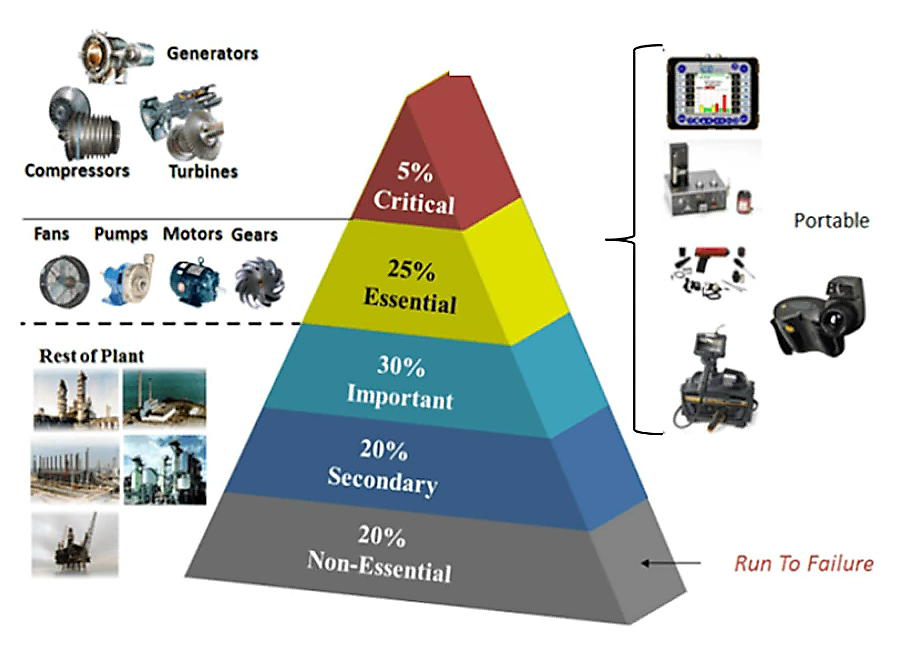 V tomto směru tak může být výrazně výhodnější trvale osadit motory a rotační stroje moderním senzory vibrací, které navíc v mnoha případech dnes již umožňují monitorovat i již výše zmíněné "doprovodné" parametry, jako je teplota povrchu stroje nebo dokonce již i zvuk / ultrazvuk v okolí stroje. Tyto moderní senzory obvykle již dnes využívají nejčastěji polovodičové 3D MEMS akcelerometry někdy navíc i doplněné o 1D piezoakcelerometry v jednom společném pouzdře. Výhoda piezoelektrických akcelerometrů je totiž větší měřící rozsah v jedné definované ose, zejména vyšší horní rozsah měření, čímž jsou ideální pro velké vibrace velkých strojů, které mají nějaké "standardní vibrace" již dost významné i v běžném správném provozu. 3D MEMS akcelerometry zase obvykle dobře postihují široké spektrum vibrací, včetně nízké úrovně. Ty jsou potřebné zejména v případě různých pomaloběžných / pomalu se otáčejících strojů a navíc měření usnadňuje jejich všesměrové snímání.
V tomto směru tak může být výrazně výhodnější trvale osadit motory a rotační stroje moderním senzory vibrací, které navíc v mnoha případech dnes již umožňují monitorovat i již výše zmíněné "doprovodné" parametry, jako je teplota povrchu stroje nebo dokonce již i zvuk / ultrazvuk v okolí stroje. Tyto moderní senzory obvykle již dnes využívají nejčastěji polovodičové 3D MEMS akcelerometry někdy navíc i doplněné o 1D piezoakcelerometry v jednom společném pouzdře. Výhoda piezoelektrických akcelerometrů je totiž větší měřící rozsah v jedné definované ose, zejména vyšší horní rozsah měření, čímž jsou ideální pro velké vibrace velkých strojů, které mají nějaké "standardní vibrace" již dost významné i v běžném správném provozu. 3D MEMS akcelerometry zase obvykle dobře postihují široké spektrum vibrací, včetně nízké úrovně. Ty jsou potřebné zejména v případě různých pomaloběžných / pomalu se otáčejících strojů a navíc měření usnadňuje jejich všesměrové snímání.

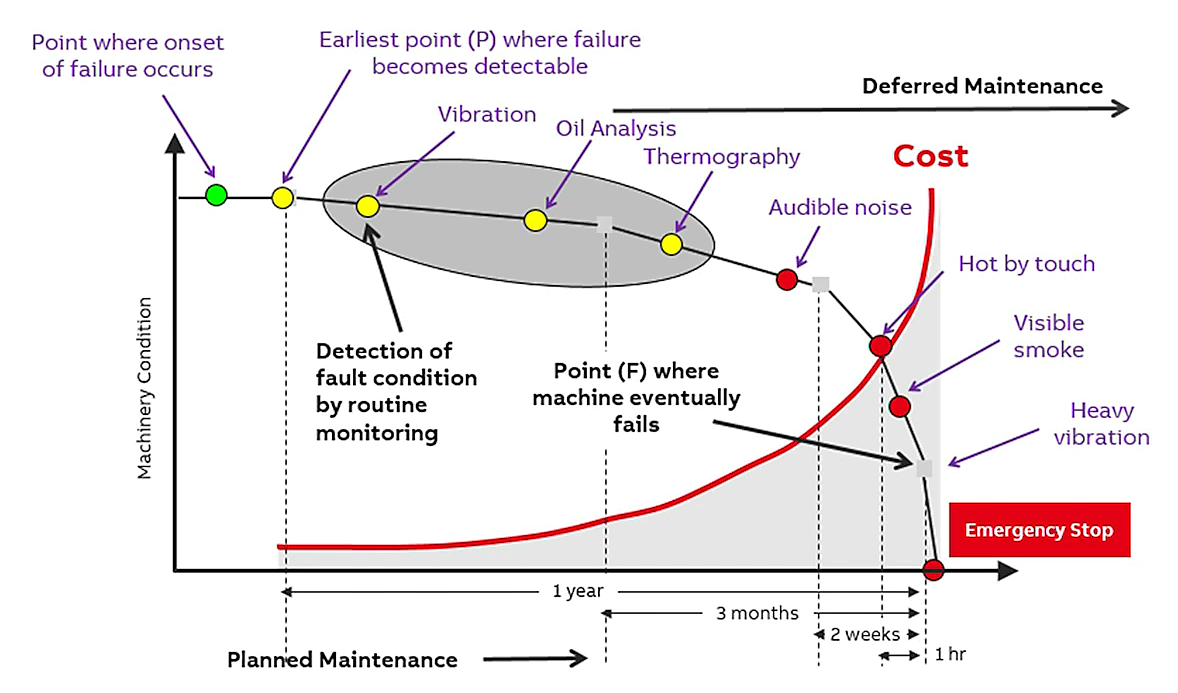
Postupně opotřebovávané rotační stroje postupně procházejí různými stádii, které až do jejich úplného zničení vykazují určitý průběh a doprovodné jevy.
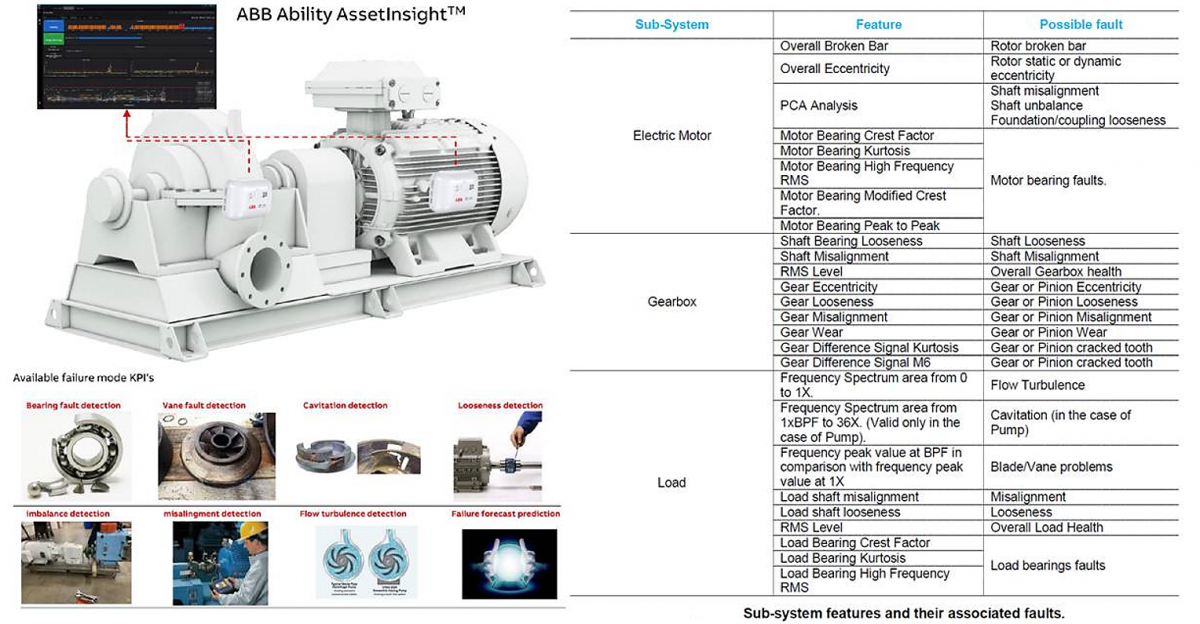
Vibrační analýzou lze dnes detekovat široké spektrum možných problémů jednotlivých částí strojů.
Info k analýze a upevňování senzorů vibrací
 Struktura vibrací se totiž ve vlnové časové i frekvenční analýze hodnot rychlosti a zrychlení liší v závislosti na tom, jaká konkrétní komponenta či chování stroje vibrace vytváří. Jiný časový i frekvenční "vzorec" vytváří vadné nebo opotřebené ložisko, nedotažené šrouby umístěné na rotujících částech, zvýšená vůle či nevyvážení rotujících částí. A dokonce i negativní jevy čerpaných kapalin uvnitř čerpadel, jako jsou kavitace / pulsování kapaliny, lze pečlivou a dlouhodobě trvalou vibrační analýzou odhalit. Někdy se však tyto "vzorce" vibrací mohou prolínat a překrývat a tak rozlišit jednotlivé zmíněné jevy, zvláště u již dost opotřebeného stroje, může být dost obtížné.
Struktura vibrací se totiž ve vlnové časové i frekvenční analýze hodnot rychlosti a zrychlení liší v závislosti na tom, jaká konkrétní komponenta či chování stroje vibrace vytváří. Jiný časový i frekvenční "vzorec" vytváří vadné nebo opotřebené ložisko, nedotažené šrouby umístěné na rotujících částech, zvýšená vůle či nevyvážení rotujících částí. A dokonce i negativní jevy čerpaných kapalin uvnitř čerpadel, jako jsou kavitace / pulsování kapaliny, lze pečlivou a dlouhodobě trvalou vibrační analýzou odhalit. Někdy se však tyto "vzorce" vibrací mohou prolínat a překrývat a tak rozlišit jednotlivé zmíněné jevy, zvláště u již dost opotřebeného stroje, může být dost obtížné.
A aby to bylo ještě těžší, je nutné vibrace měřit na správném místě. I v případě použití chytrých senzorů je nutné je vhodně mechanicky upevnit na vhodné měřící místo. Vhodná poloha obvykle bývá na snadno přístupné straně stroje / motoru kam se vibrace dobře přenášejí bez jejich velké filtrace různými pružnými částmi stroje a současně se do daného místa co nejméně šíří vibrace okolí (jako vibrace podlahy od jiných okolních strojů a zařízení, případně různých pochozích lávek apod.). Ideálně by tedy místo upevnění senzoru mělo být na velmi tuhém / tvrdém nosníku či rámu prvku stroje, které je přímo mechanicky "tvrdě" spojeno s ložisky, hřídelí a jejich různými šroubovými spoji. Současně by však tento tvrdý nosník měl být vhodně "odpružen" od podlahy či nejlépe i dalších částí stroje, které jsou monitorovány samostatně dalšími senzory. Upevnění senzoru vibrací na měkký, pružný a odnímatelný kryt stroje není tedy pro dosažení nějakých praktických výsledků dobrý nápad.
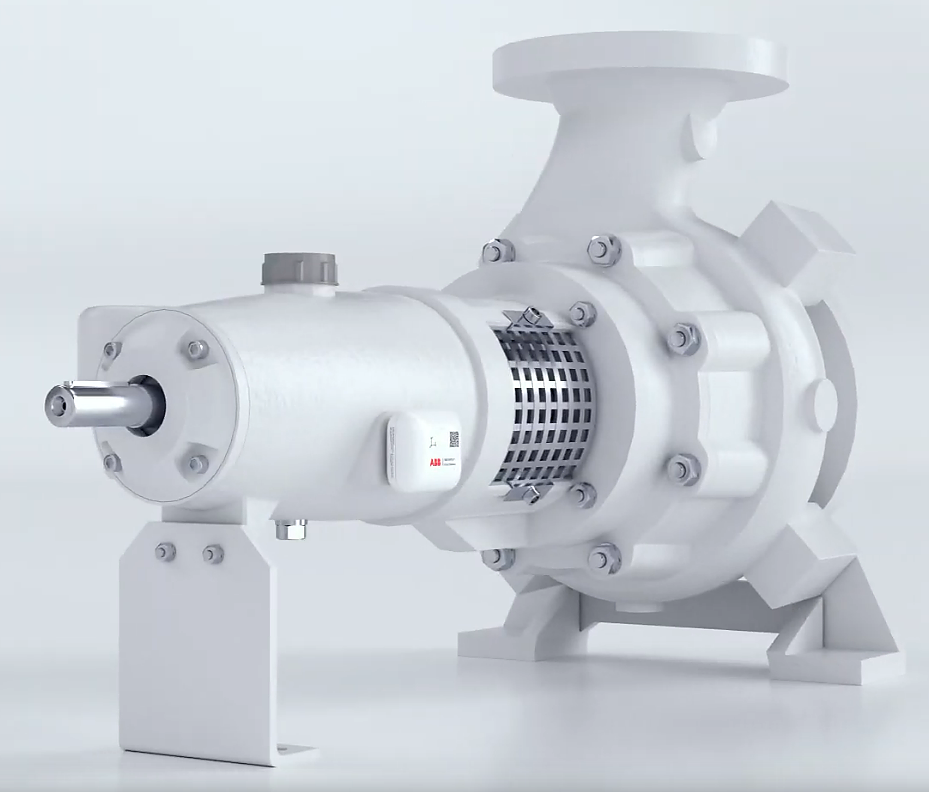
Příklady vhodného umístění senzoru vibrací na motor a čerpadlo.
Z výše uvedeného je možné vytušit, že zcela ideální místo připevnění senzoru prakticky neexistuje a spolehlivě (100%) diagnostikovat jednotlivé části strojů, které celkové vibrace stroje vytvářejí, je velmi obtížné. Důležitou složkou diagnostiky tedy nejsou jen samotné senzory, ale neméně i vyhodnocovací analyzující software, provádějící FFT frekvenční analýzu a hledajcí v ní ony zmíněné identifikační obrazce průběhů ("vzorce"). A neméně náročná může být i vhodná prezentace výsledků tak, aby je vhodně mohl pochopit i běžný operátor bez hlubších znalostí principů vibrační analýzy. Dnes je v tomto směru populární vyjádření problémů a opotřebení různých částí stroje pomocí různých bezrozměrných čísel KPI (Key Point Indicator) s jasně definovanými alespoň dvěma hranicemi - varování a chybná funkce (nebo podobně).
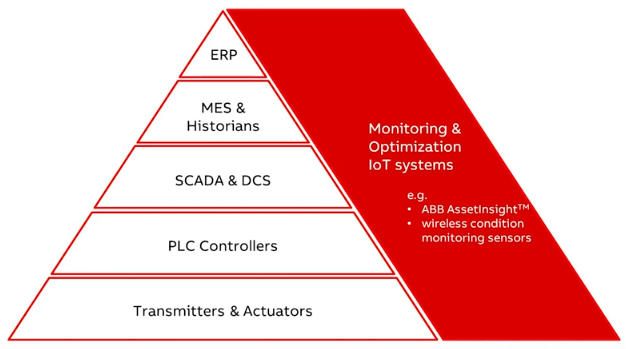
 Proto obvykle výrobce diagnostiky vibrací strojů současně nabízí vhodné senzory i vyhodnocovací a vizualizační software v rámci jedné obchodní platformy. S využitím cloudu se pak dnes již i rozšiřuje model takzvané SaaS, tedy Služba jako Servis, kdy pak uživatel monitorovací platformy ani nemusí celý systém vlastnit, ale jen si ho za poplatek na určitou dobu jen pronajímá. Mezi přední výrobce celkové platformy pro monitorování strojů pak patří i společnost ABB se svým produktem ABB Ability™ Condition Monitoring for Rotating Equipment.
Proto obvykle výrobce diagnostiky vibrací strojů současně nabízí vhodné senzory i vyhodnocovací a vizualizační software v rámci jedné obchodní platformy. S využitím cloudu se pak dnes již i rozšiřuje model takzvané SaaS, tedy Služba jako Servis, kdy pak uživatel monitorovací platformy ani nemusí celý systém vlastnit, ale jen si ho za poplatek na určitou dobu jen pronajímá. Mezi přední výrobce celkové platformy pro monitorování strojů pak patří i společnost ABB se svým produktem ABB Ability™ Condition Monitoring for Rotating Equipment.
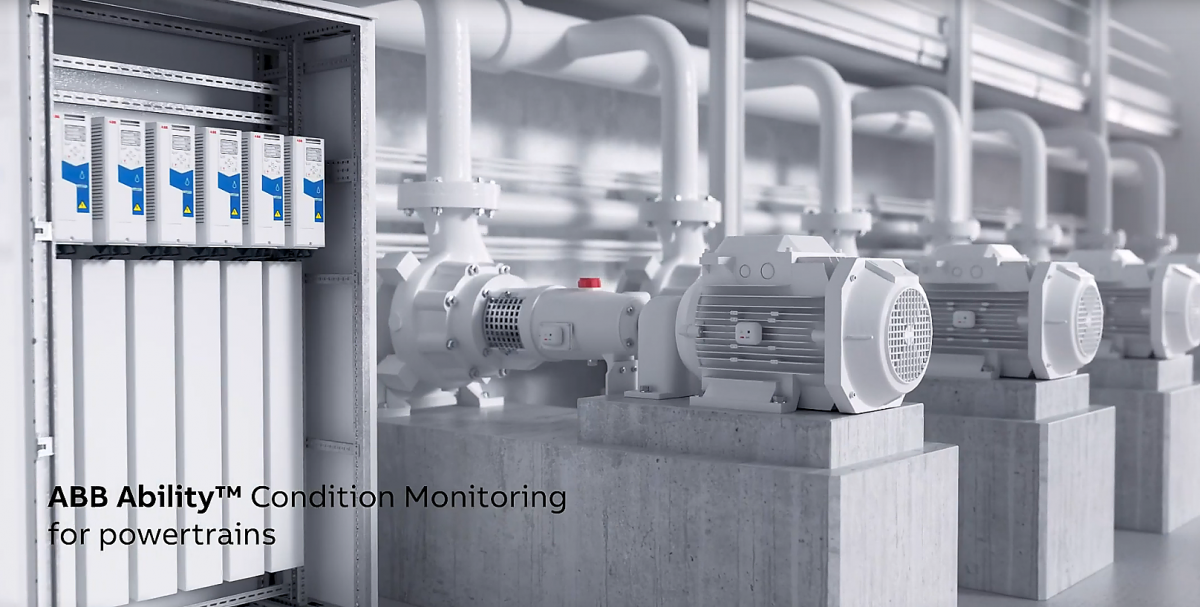
Společnost ABB nabízící ucelenou platformu pro minitorování a diagnostiku strojů, která zahrnuje jako snímací bezdrátové senzory, tak vyhodnocavací software pro lokální Edge computer nebo server i verzi pro cloud.
ABB Smart Sensor G2
 ABB Smart Sensors 2. generace (ABB Ability Smart Sensor G2) jsou chytré senzory vibrací druhé generace přímo vyvinuté společností ABB pro potřeby dlouhodobého monitorování opotřebení a poruch strojů. Oficiálně je tato řada senzorů součástí velmi obsáhlé obchodní platformy ABB Ability Condition Monitoring zahrnující široké portfolio různých řešení měření a monitorování různých veličin strojů, nicméně chytré senzory Smart Sensor jsou výlučně určeny pro diagnostiku vibrací rotačních strojů.
ABB Smart Sensors 2. generace (ABB Ability Smart Sensor G2) jsou chytré senzory vibrací druhé generace přímo vyvinuté společností ABB pro potřeby dlouhodobého monitorování opotřebení a poruch strojů. Oficiálně je tato řada senzorů součástí velmi obsáhlé obchodní platformy ABB Ability Condition Monitoring zahrnující široké portfolio různých řešení měření a monitorování různých veličin strojů, nicméně chytré senzory Smart Sensor jsou výlučně určeny pro diagnostiku vibrací rotačních strojů.
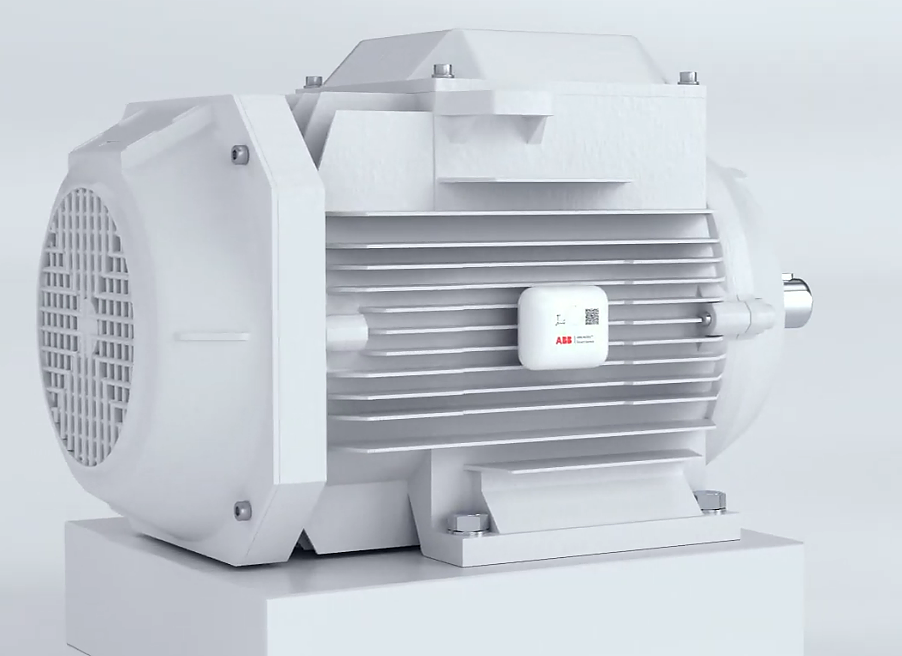
Tyto chytré senzory jsou vyráběny v hermeticky uzavřených nerozebíratelných pouzdrech s krytím IP67. Díky tomu senzor obsahuje certifikace použití do výbušného prostředí až úrovně ATEX zone 1. To je možné i díky zcela bezdrátovému provozu, kde naměřená data jsou bezdrátově přenášena do komunikační brány (Gateway) a napájení obstarává vestavěná baterie. Ta při standardním provozu vydrží cca 15 let.

Zcela bezdrátové bateriově napájené senzory ABB Smart Sensor G2 umožňují snadnou montáž na motory / části stroje bez složité pokládky kabeláže.
Bezdrátová komunikace je možná prostřednictvím dvou komunikačních protokolů:
 Bluetooth 5.0 - ABB Smart Sensor typ BCHC - přímá bezdrátová komunikace každého senzoru s bránou (BT GW), tedy komunikační topologie typu hvězda.
Bluetooth 5.0 - ABB Smart Sensor typ BCHC - přímá bezdrátová komunikace každého senzoru s bránou (BT GW), tedy komunikační topologie typu hvězda.- WirelessHART - ABB Smart Sensor typ HCHC - bezdrátová komunikační MESH síť s možností přímé i nepřímé komunikace s bránou (WHART GW) prostřednictvím okolních blízkých senzorů.

Obě tyto komunikační technologie využívají bezlicenční komunikační frekvenční pásmo ISM (frekvence 2,4 GHz) a teoreticky mají i podobný maximální komunikační dosah cca 200 m. Nicméně to je pouze pro případ "přímé viditelnosti" senzoru na bránu (BCHC -> BT GW nebo HCHC -> WHART GW). To je však zejména v průmyslových prostorách poměrně vzácný jev a tak v reálné prostředí bývá komunikační dosah cca 30 až 150 m. Nicméně velká výhoda WirelessHART protokolu je právě zmíněná možnost realizace tzv. MESH bezdrátové sítě, kde senzory blíže umístěné bráně mohou nejen do ní vysílat svoje naměřená data, ale i přesně mohou zasílat data i sousední, ale o brány více vzdálené senzory. Pro prostředí konstrukcemi a zařízeními zastavěné výrobní haly je tak tento systém výhodnější. Navíc zatímco na jednu Bluetooth bránu (využívá se BT GW Cassia) se může připojit jen max. 8 ks BCHC senzorů, jednu WHART bránu (například ABB AWIN120) může v praxi teoreticky využívat až 250 senzorů, avšak pro zcela spolehlivou funkci se doporučuje cca 50 ks HCHC ABB Smart Sensors. I tak to je pro průmyslové aplikace s velkým množstvím senzorů velké ušetření za počet bran.
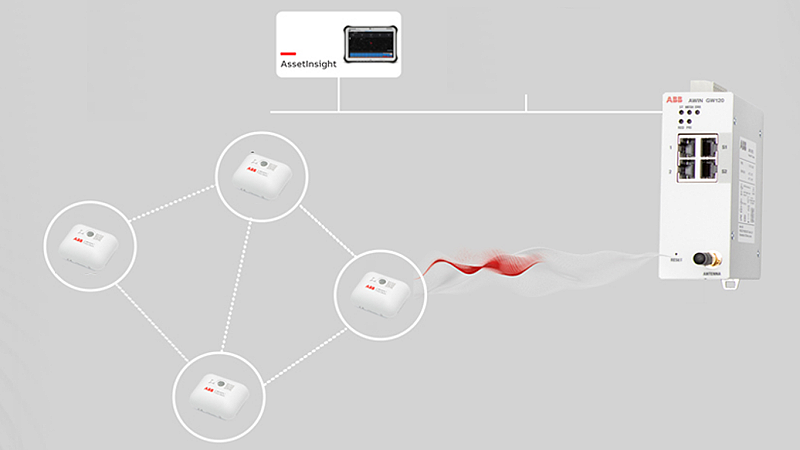

Použité bezdrátové komunikační technologie Bluetooth 5.0 a WirelessHART umožňuje komunikační dosah až 200 m při volném prostoru mezi senzorem a bránou GW nebo cca 30 až 75 m v zastavěném prostoru uvnitř výrobních hal a provozů. Velkou výhodou WirelessHART (WHART) technologie je podpora MESH struktury komunikační sítě.
Komunikační brány jak pro Bluetooth, tak WirelessHART, jsou pak již napojeny na klasickou lokální LAN síť (drátový Ethernet), jehož prostřednictvím komunikují s EDGE jednotkou, průmyslovým počítačem, PC serverem nebo případně i běžným počítačem. V něm jsou pak data ukládána do databáze, zpracovávána / vyhodnocována a následně vhodně vizualizována operátorům, manažerům či expertům.
Oba typy senzorů ( tedy Smart Sensor HCHC i BCHC) pak mají v sobě vestavěny následující snímací prvky:
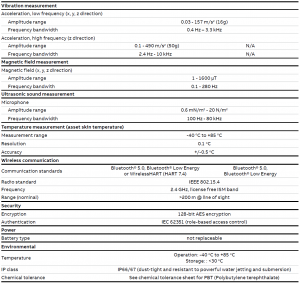 3D MEMS akcelerometr s měřicím rozsahem 0,03 až 157 m/s2 ( až 16g) pro frekvence vibrací 0,4 Hz – 3.3 kHz (standardní vibrace).
3D MEMS akcelerometr s měřicím rozsahem 0,03 až 157 m/s2 ( až 16g) pro frekvence vibrací 0,4 Hz – 3.3 kHz (standardní vibrace).- 1D piezoelektrický akcelerometr s měřicím rozsahem 0,1 až 490 m/s2 (až 50g) pro frekvence vibrací 2,4 Hz - 10 kHz (pro velké stroje s velkými nárazovými vibracemi).
- Senzor magnetického pole s měřicím rozsahem 1 až 1600 μT pro frekvence 0,1 až 280 Hz (pro měření rychlosti otáčení motorů dle jejich rotačního magnetického pole).
- Senzor povrchové teploty stroje s měřicím rozsahem -40 °C až +85 °C.
- Ultrazvukový senzor zaznamenávající zvuk v rozsahu 100 Hz až 80 kHz.
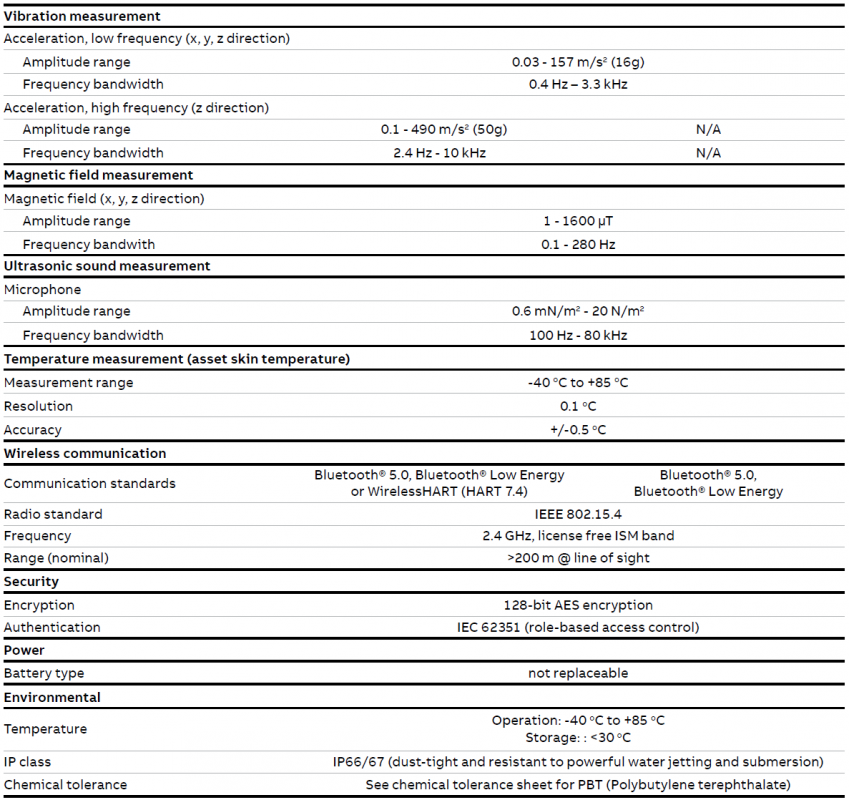
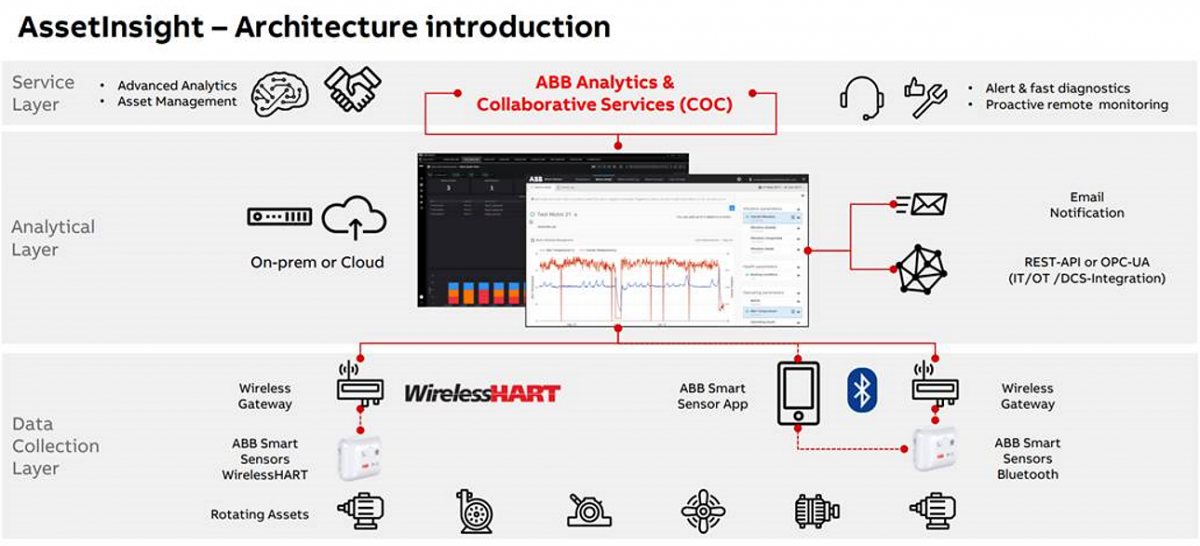
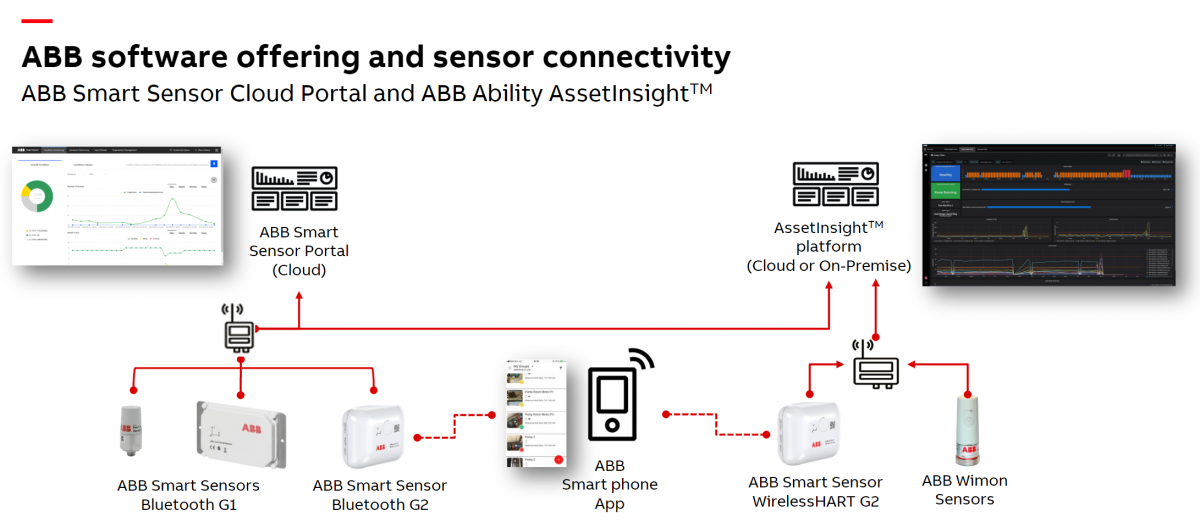
ABB Ability AssetInsight platforma umožňuje kombinovat různé bezdrátové komunikační technologie a lokální "on-premise" i cloudový běh softwaru.
ABB aplikace / software pro Smart Sensors
 Jak již však bylo nastíněno výše, samotné senzory nejsou moc platné, když jen generují data, která není možné snadno průběžně vyhodnocovat a vytvářet z nich ucelené závěry. V případě monitorování vibrací strojů to pak platí dvojnásob. Proto pro tyto účely ABB vytvořilo a nabízí komplexní vyhodnocovací software s názvem AssetInsight nabízený v rámci rozsáhlé obchodní platformy ABB Ability Condition Monitoring (ABB Ability™ AssetInsight Condition Monitoring for Rotating Equipment). Ten z dat načtených ze sítě všech napojených chytrých senzorů, ať již komunikují bezdrátově technologií Bluetooth přes Bluetooth-LAN bránu Cassia nebo technologií WirelessHART přes WirelessHART / HART-IP (LAN) bránu ABB AWIN120, vytváří ucelené grafické vizualizace vypočtených KPI indikátorů stavů poruchy či opotřebení jednotlivých komponent. Navíc vytváří i základní predikci / výhled na dalších 14 dní. Také ale navíc zobrazuje reálnou hodnotu provozních hodin každého stroje z přímého monitorování otáčení jejich elektromotorů (prostřednictvím měření jejich rotačního magnetického pole), hodnoty průběžné rychlosti otáčení i teploty povrchu v místě upevnění každého senzoru, které jsou je také vykreslovány v časovém grafu.
Jak již však bylo nastíněno výše, samotné senzory nejsou moc platné, když jen generují data, která není možné snadno průběžně vyhodnocovat a vytvářet z nich ucelené závěry. V případě monitorování vibrací strojů to pak platí dvojnásob. Proto pro tyto účely ABB vytvořilo a nabízí komplexní vyhodnocovací software s názvem AssetInsight nabízený v rámci rozsáhlé obchodní platformy ABB Ability Condition Monitoring (ABB Ability™ AssetInsight Condition Monitoring for Rotating Equipment). Ten z dat načtených ze sítě všech napojených chytrých senzorů, ať již komunikují bezdrátově technologií Bluetooth přes Bluetooth-LAN bránu Cassia nebo technologií WirelessHART přes WirelessHART / HART-IP (LAN) bránu ABB AWIN120, vytváří ucelené grafické vizualizace vypočtených KPI indikátorů stavů poruchy či opotřebení jednotlivých komponent. Navíc vytváří i základní predikci / výhled na dalších 14 dní. Také ale navíc zobrazuje reálnou hodnotu provozních hodin každého stroje z přímého monitorování otáčení jejich elektromotorů (prostřednictvím měření jejich rotačního magnetického pole), hodnoty průběžné rychlosti otáčení i teploty povrchu v místě upevnění každého senzoru, které jsou je také vykreslovány v časovém grafu.
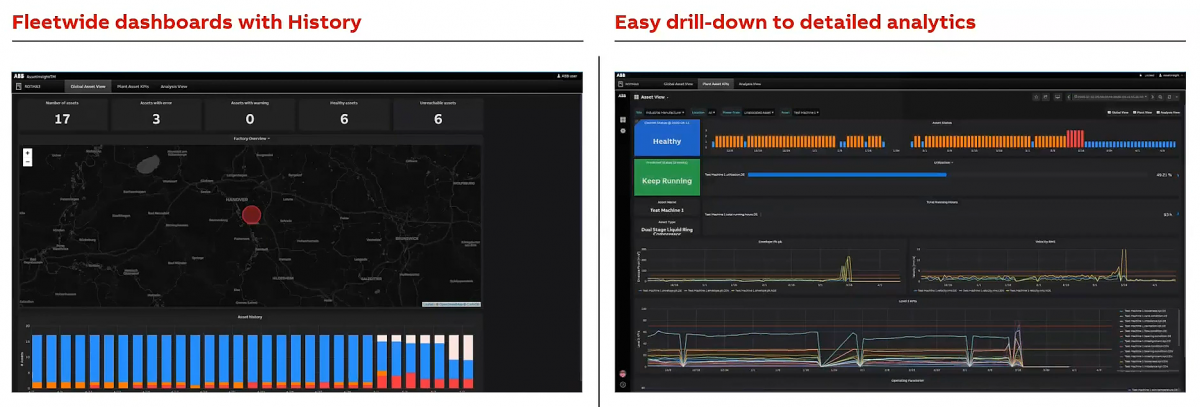
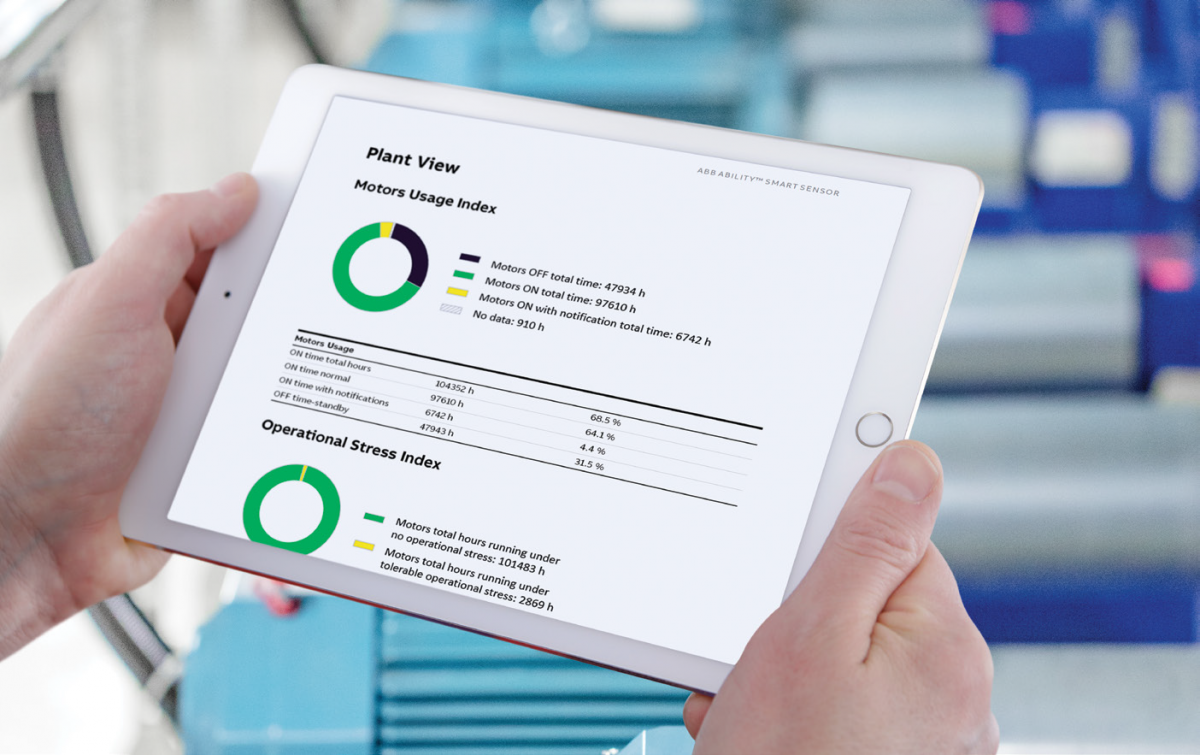
Příklady cockpitu / dashboardů softwaru AssetInsight s vyhodnocením stavu jednotlivách strojů a jejich komponent. Vizualizace je zcela a ovládání je zcela stejné,, ať je software provozován lokálně na Edge computeru nebo na cloudu (ABB přímo podporuje realizaci na Microsoft Azure.
Základní informace o stavech strojů se v AssetInsight přehledně zobrazují v podobě 3-stupňové barevné indikace OK (modrá) / varování (žlutá) / problém (červená). To umožňuje okamžitý jasný přehled o situaci v dané výrobní továrně či hale. Po prvotním výběru / vyfiltrování jednotlivých výrobních míst / závodů (Sides), lze následně vybírat jejich jednotlivé výrobní haly (Plants) a dále postupně z celkového základního přehledu / seznamu výrobních prostředků (Assets) v dané lokalitě přejít na přehled strojů v konkrétní výrobní hale a nakonec na detailní přehled stavu jednotlivých monitorovaných komponent jednoho konkrétního stroje (např. složeného z motoru, převodovky, spojek, hřídele a tělesa pumpy / čerpadla, větráku či vývěvy). Tak lze z prvotní základní červené indikace výrobního závodu zjistit, který konkrétní stroj má nějaký problém, následně jaká jeho konkrétní část a nakonec podle hodnot seznamu příslušných KPI indikátoru i místo, kde se konkrétní problém nachází (vadné ložisko, povolené šrouby, nevycentrované části, rázy a kavitace v případě pump, poškozená / "házející" vrtule větráku apod.).
Pro vibrační experty je však možné zobrazit i "surové" průběhy signálů rychlosti a zrychlení vibrací (Velocity RMS a Envelope Peak-to-Peak) v časovém i frekvenčním spektru (po provedení FFT transformace). Také lze v 3D grafu zobrazit postupný vývoj frekvenčních spekter pro jednotlivé dny a tak porovnat / diagnostikovat postupný vývoj změn v čase.
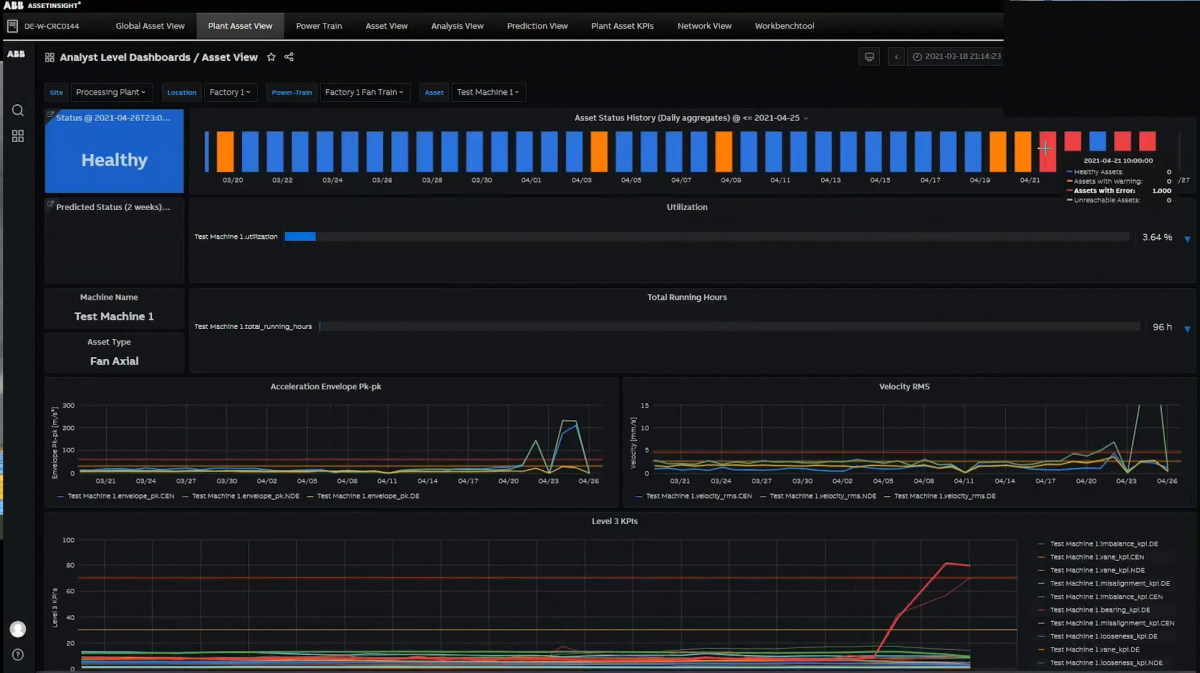

Na své i přijdou i odborníci a experti na vibrační analýzu strojů, protože mimo přehledkých KPI inidkátorů lze analyzovat i samotné časové i frekvenční průběhy naměřených dat v různých dnech a je porovnávat. Veškerá data jsou dlouhodobě uložena uvnitř softwaru v databázi PostgreSQL.
Závěr
 K průběžnému automatizovanému monitorování a diagnostice stavu strojů se uchyluje stále více firem z důvodu maximální možné eliminace náhlých nečekaných odstávek výroby, které bývají nejen nákladané rychlé řešené, ale také mohou poškodit dobré jméno firmy u zákazníků kvůli zpožděným dodávkám. Těmto situacím se snaží některé firmy v důležitých výrobách předcházet pravidelnou výměnou komponent, ale to zase může zvyšovat náklady provozi z důvodu ne zcela optimálně využitého potenciálu a životnosti stávajících komponent strojů. Navíc z dlouhodobé perspetivy je automatizované řešení diagnostiky cenově výhodnější než stále nákladnější zajištění manuálního měření a vyhodnocení. Automatizované monitorování a diagnostika, i s využitím umělé inteligence pro předpovídání budoucí situace, je tedy jedno z progresivních oblastí vývoje nových technologií.
K průběžnému automatizovanému monitorování a diagnostice stavu strojů se uchyluje stále více firem z důvodu maximální možné eliminace náhlých nečekaných odstávek výroby, které bývají nejen nákladané rychlé řešené, ale také mohou poškodit dobré jméno firmy u zákazníků kvůli zpožděným dodávkám. Těmto situacím se snaží některé firmy v důležitých výrobách předcházet pravidelnou výměnou komponent, ale to zase může zvyšovat náklady provozi z důvodu ne zcela optimálně využitého potenciálu a životnosti stávajících komponent strojů. Navíc z dlouhodobé perspetivy je automatizované řešení diagnostiky cenově výhodnější než stále nákladnější zajištění manuálního měření a vyhodnocení. Automatizované monitorování a diagnostika, i s využitím umělé inteligence pro předpovídání budoucí situace, je tedy jedno z progresivních oblastí vývoje nových technologií.
Odkazy:
- Podrobné video / webinar společnosti ABB o Smart Sensors a sledování stavu rotačních strojů "AssetInsight - Future of operations and maintenance strategies - Webinar": https://www.youtube.com/watch?v=rfGhqvNfCwA
- Webové stránky společnosti ABB o sledování stavu rotačních strojů: https://new.abb.com/service/motion/data-and-advisory-services/condition-monitoring-for-rotating-equipment
- Webové stránky společnosti ABB o softwaru AssetInsight: https://new.abb.com/process-automation/energy-industries/service/abb-ability-asset-performance-management/abb-ability-assetinsight
- Článek "The Need For ‘Smart’ Maintenance" na webu: https://www.hartenergy.com/exclusives/need-smart-maintenance-181658




{kind=link}
{kind=link}