
Jestliže se chceme trochu srozumitelně seznámit s pulzní funkcí PTO pro ovládání následných zařízení, vyzkoušíme si celou konfiguraci a ovládání pohybu nejprve z prostředí TIA Portal, úplně zatím pomineme PLC program, nebude totiž vůbec potřeba.
|
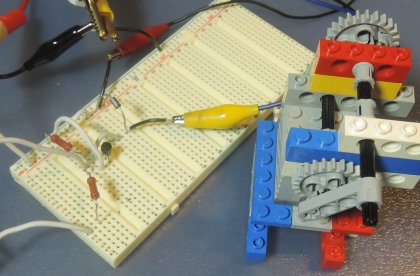
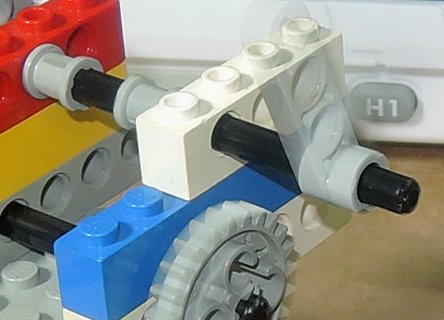
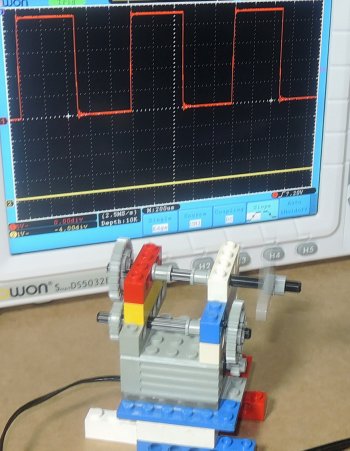
Abychom viděli jak nám 24VDC PTO výstup PLC funguje, připojíme k němu přes takový jedno tranzistorový "bastlík" elektromotorek s převody z LEGO stavebnice (napájení 9VDC), který jsme uzmuli vlastním dětem. Tento pohon se samozřejmě nebude chovat přesně podle PTO výstupu, ale stačí pro demonstrační účely. |
|
|
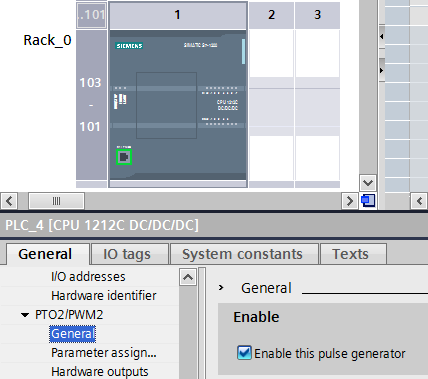
Naše PLC umožní parametrizovat čtyři PWM/PTO výstupy, tak opět musíme patřičnou funkci uvolnit v HW konfiguraci, stejně jako u PWM funkce. Tím ovšem veškerá podobnost PTO A PWM končí. |
|
|
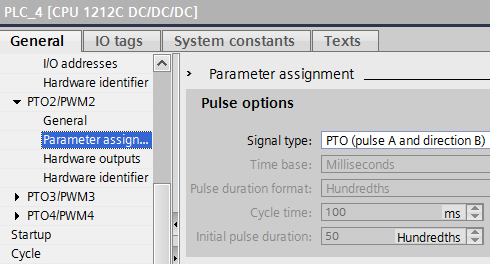
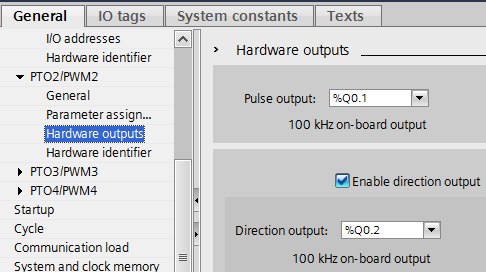
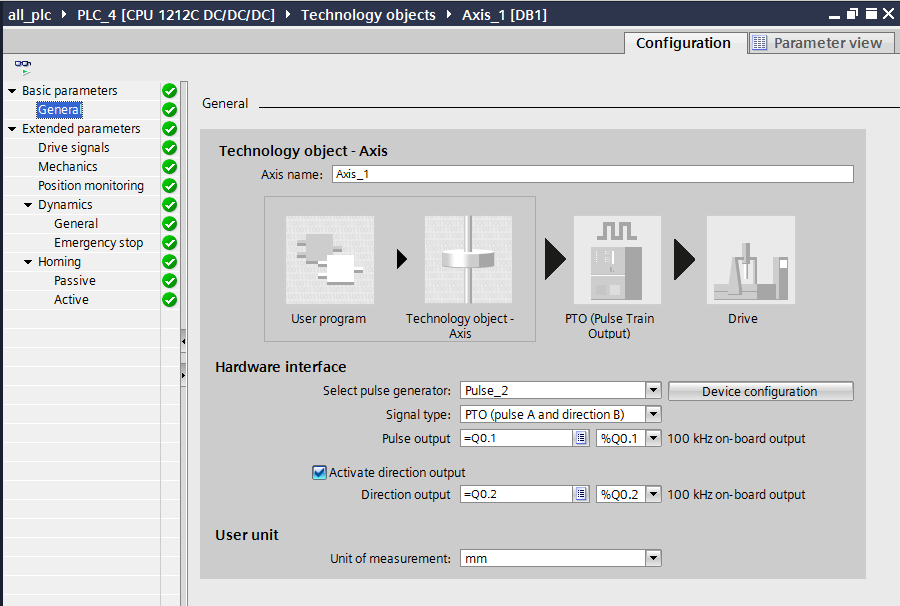
Typ signálu pulzních výstupů nastavíme na PTO, přičemž jeden výstup bude ovládat rychlost, druhý pak směr pohybu, tedy otáčení motoru. |
|
|
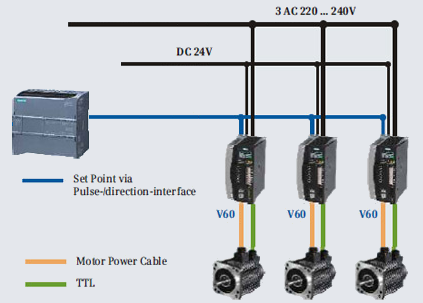
Tento typ výstupu a měniče, které jsou na takové ovládaní stavěny, jsou velmi rozšířené hlavně v Asii, například nejjednodušší NC systém Sinumerik má tři tyto výstupy pro řízení os jednoduchých obráběcích strojů, které se vyrábějí v hojné míře právě v asijských zemích. Siemens pro toto ovládání vyrábí měniče V60 (V90) a k nim speciální servomotory 1FL5. Ostatní výrobci měničů tohle PTO rozhraní také často používají, je to efektivnější než analogové signály. |
|
|
Ještě stačí přiřadit k PTO funkci patřičné digitální výstupy a to by asi bylo vše. |
|
|
A můžeme náš motorek roztočit, i když ještě trochu nastavení v projektu TIA Portal nás nemine. |
|
|
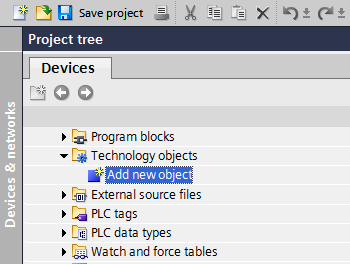
Nejprve si přidáme do projektu TIA Portal s S7-1200 nový technologický objekt. |
|
|
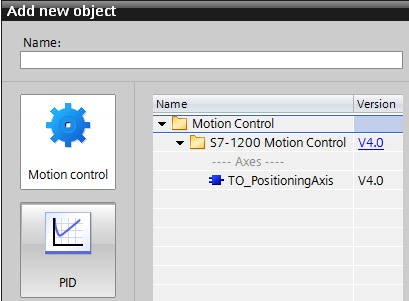
A sice Motion Control polohovací osu. Zde najdete v nabídce ještě další věc, tabulku, kterou jsme ale z obrázku vymazali, abychom se zbytečně nepletli. Zatím nic víc nebudeme totiž potřebovat. |
|
|
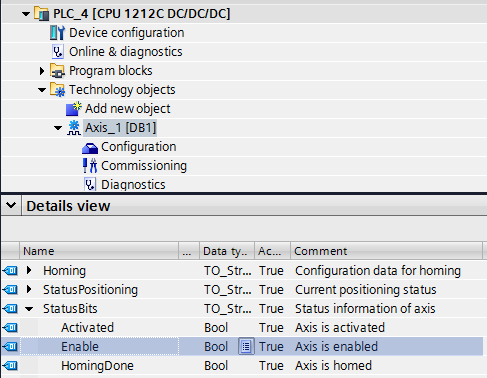
Jakmile objekt vložíme do projektu, automaticky se vytvoří složka osa a k ní patřičný datový blok pro veškeré parametry osy. Ten bude později důležitý, dá se z něj v PLC programu číst a zapisovat potřebné data pro řízení pohybu osy. K dispozici máme u složky osy konfiguraci, uvádění do provozu a diagnostiku. |
|
|
Pro nás bude důležitá nyní konfigurace osy, tady si dejte na čas a pohrajte si s tím. Je tam toho dost, ale pro začátek není nutné moc parametrů měnit. Klikněte si na obrázek pro zvětšení. |
|
|
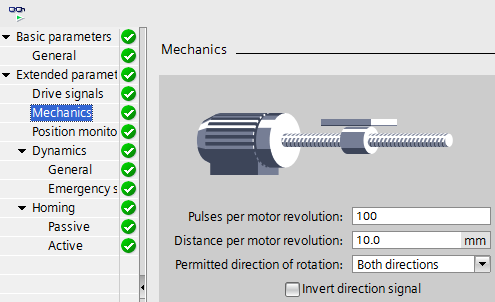
Mechanické nastavení parametrů osy, v podstatě jen počet pulzů na otáčku motoru a posuv na otáčku. Trochu si to tady rozmyslete co a jak, je to výborně srozumitelné i pro začínající uživatele. Jestliže jste někdy parametrizovali osu třeba v CU jednotce a měniči Sinamics, tak tam je parametrů mnohem, mnohem více. Pozor, nezapomenout vše uložit a nahrát do PLC! |
|
|
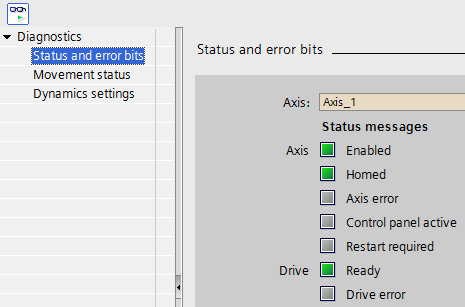
Diagnostika přepne TIA Portal do online režimu a jednotlivé LED nás informují a stavu osy, tedy hlavně proč to nejede a co nám chybí. |
|
|
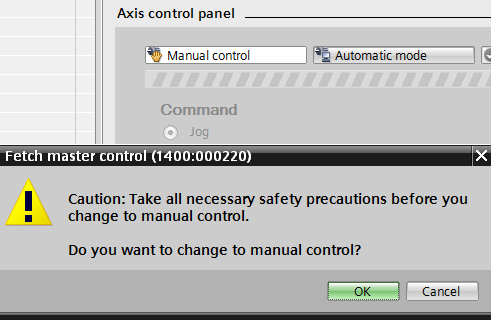
Uvádění do provozu je možné přímo z tohoto ovládacího panelu, stačí se také v online režimu přepnout do ručního ovládání. Protože my zatím nemáme nic k PLC připojeno, nemusí nás výstražné okno moc vzrušovat, nemáme co nabourat. |
|
|
Celou osu můžeme ovládat ve třech režimech. Tipování, tedy posuv pevnou rychlostí vpřed nebo vzad, dále polohování buď absolutní, nebo přírůstkové (relativní) na zvolenou hodnotu přímo v mm. A také důležité referování (homing) tedy přiřazení údaje o poloze v definované pozici osy po zapnutí. Skutečnou polohu a rychlost systém počítá sám podle zadaných údajů, nejedná se o fyzickou zpětnou vazbu. Potřebné data (rychlost tipování) můžeme zde klidně měnit, pak stačí stisknout tlačítko vpřed/vzad a osa se rozjede. Klikněte si na obrázek pro zvětšení. |
|

|
Polohování na nastavenou souřadnici. Nyní inkrementální, absolutní je uvolněno až po referování, které zatím není provedeno, jak signalizuje LED. Po stisknutí tlačítka osa odjede o nastavenou hodnotu polohy směrem podle znaménka. Absolutně by jela na nastavenou souřadnici. Tohle si můžete zkoušet a zkoušet, dokud Vám to nebude aspoň trochu srozumitelné. Klikněte si na obrázek pro zvětšení. |
|

|
Samozřejmě že PTO výstupy z PLC jsou i při ovládání z panelu TIA Portal aktivní, na videoukázce je to pěkně vidět. PTO funkce generuje různou frekvenci pulzů, která odpovídá rychlosti se stejnou střídou 1:1. |
|
|
Pulzní výstupy PTO v řízení pohybu z TIA Portal: https://youtu.be/LejhtZzKXoY |
Závěr:
Ovládání PTO výstupu z prostředí TIA Portal má obrovskou výhodu v tom, že se vše můžete naučit v klidu na stole, vyzkoušet co udělá libovolná změna v konfiguraci osy. Proto si faktické ovládání pohonu z PLC programu a dotykového panelu ukážeme v dalším článku, kde už budeme přece jenom vědět, o co jde.
Jaroslav Blažek
Doplňující odkazy k článku:
Sinamics V60 s pulzním ovládáním: http://w3.siemens.com/mcms/mc-solutions/en/converters/low-voltage-converters/sinamics-v/basic-servo-drive/pages/sinamics-v60.aspx
Systémová příručka pro S7-1200: http://support.automation.siemens.com/BR/view/en/36932465
Další články o PLC, Scada/HMI, pohonech, software a komponentech nejen pro průmyslové aplikace najdete na http://automatizace.hw.cz



