
Použití rozhraní IO-Link pro nastavení parametrů snímače s patřičným softwarem podle výrobce senzoru není komplikované, ale zkusíme tohle univerzální rozhraní snímače připojit k PLC Simatic S7 a mít tak senzor přístupný přímo z PLC programu.
|
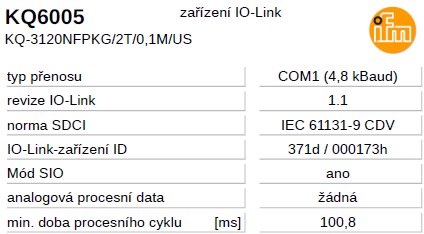
Kromě našeho snímače KQ6005 budeme ještě potřebovat několik informací ohledně jeho zapojení do PLC systému. |
|

|
Samozřejmě PLC Simatic S7-1200 a patřičný IO-Link Master modul SM1278. Princip komunikace a co vše je nutné v PLC programu, jsme si ukázali ve čtyřech dílech seriálu ohledně připojení zařízení k IO-Link modulu. |
|

|
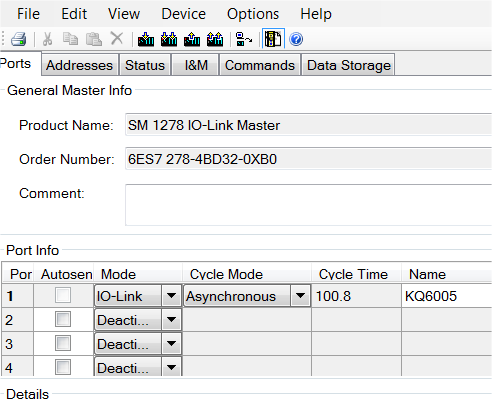
Komunikační parametry každého snímače nejsou zase až tak kritické, vše se nastaví automaticky při vložení snímače do HW konfigurace v S7-PCT software Siemens. |
|
|
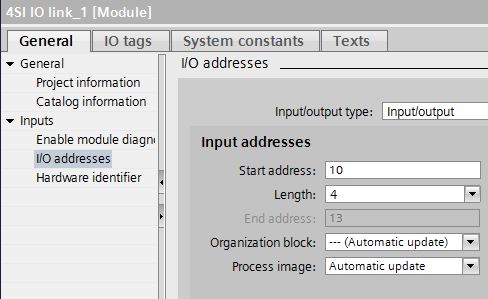
Důležité je nastavení I/O oblasti v hardware TIA Portal našeho IO-Link Masteru SM1278, abychom mohli data ze snímače číst cyklicky. |
|
|
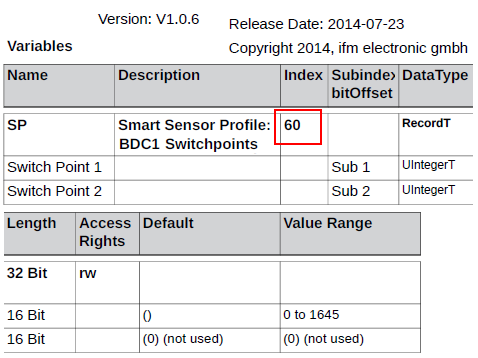
Další nezbytná věc je popis IO-Link komunikace, tedy všech parametrů které jsou dostupné a můžou se buď číst nebo zapisovat přes IO-Link rozhraní. Tyto parametry se nečtou cyklicky přes procesní data, ale jedině s použitím funkčního bloku v PLC programu S7. V indexu 60 je zajímavý parametr switch point, kterým se nastavuje úroveň detekce předmětu. Indexové parametry není nezbytné nějak řešit, většinou stačí přečíst procesní hodnoty snímače a detailní nastavení provést buď přes "Teach" funkci, nebo přes S7-PCT software v TIA portal. |
|
|
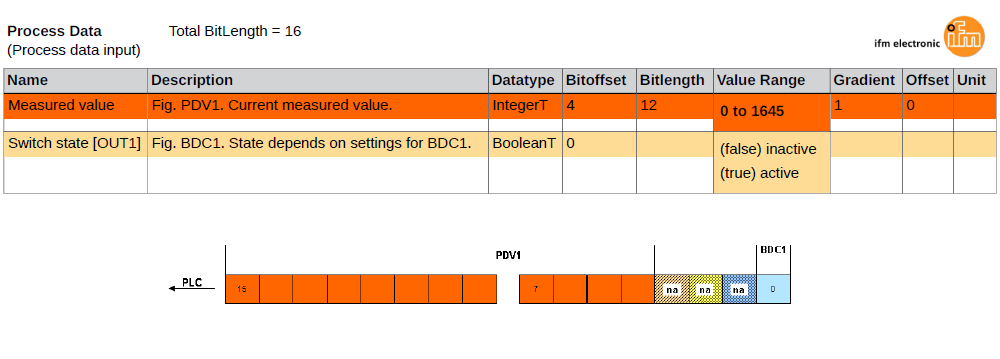
Popis procesních dat snímače je již ale nutný. Tyto údaje máme k dispozici přes PIW oblast v PLC Simatic. Tedy interní měřenou hodnotu a stav spínaného výstupu ze snímače. Vše ve dvou bytech, prvních 12 bitů analogová hodnota a pak jeden bitový signál. Klikněte si na obrázek pro zvětšení. |
|
|
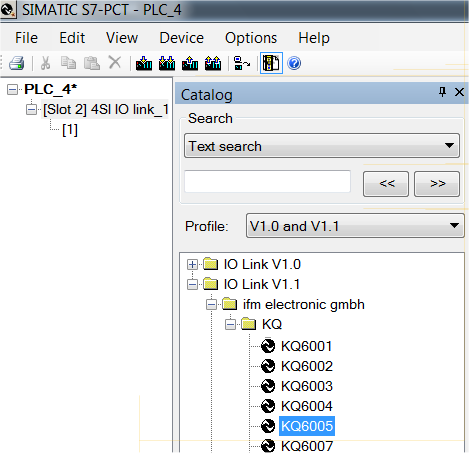
Do software S7-PCT dostaneme náš snímač importem IODD souboru, poté jej najdeme v hardwarovém katalogu. Připomeneme si, že S7-PCT je nástroj pro parametrizaci IO-Link Master modulů Siemens a připojených zařízení. |
|
|
Stačí jej natáhnout myší na patřičný port Master modulu. |
|
|
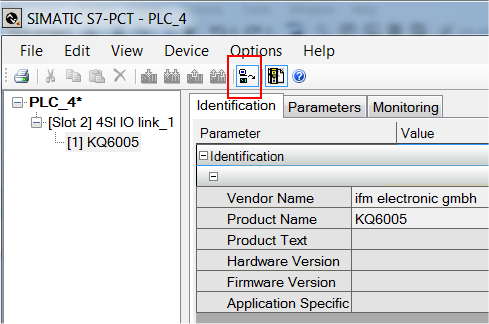
Přes online režim se připojíme přímo do snímače, podobně jako třeba s použitím speciálního software. Všechny data jsou v S7-PCT dostupná z IODD souboru. Parametry korespondují s popisem IO-Link komunikace snímače. |
|
|
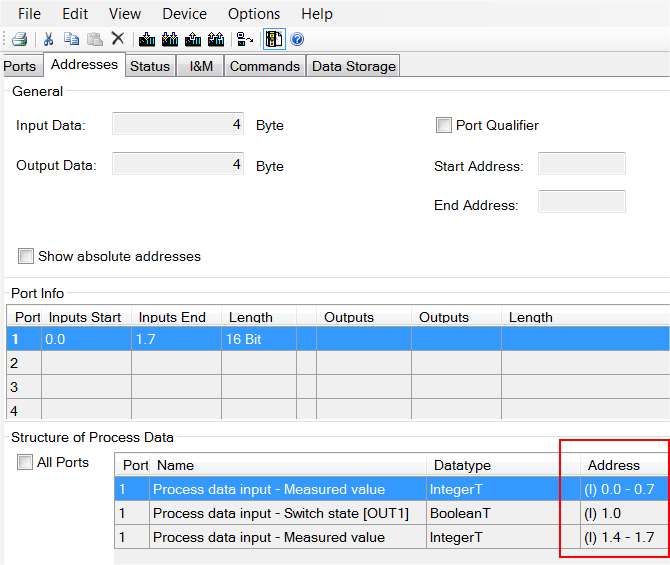
Velmi důležité nastavení I/O oblasti pro cyklické čtení procesních dat snímače. Přesně to pasuje s výše uvedeným popisem, 12 bitů analogová hodnota a pak bitový signál. Tohle označení nemusí vždy přesně odpovídat, ne všichni počítají data ve wordu stejně, setkáte se i s tím, že jsou bajty přehozeny. Klikněte si na obrázek pro zvětšení. |
|
|
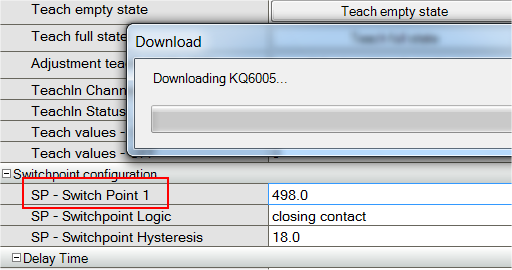
Nejdůležitější úkon, nahrání celé konfigurace a parametrů jak do snímače, tak do IO-Link Master modulu. Bez toho nebude nic fungovat. My si změníme jen práh spínání výstupu snímače v závislosti na procesní hodnotě, tedy na detekovaném materiálu. Zde nejdou vidět indexy, je potřeba se orientovat podle symbolického popisu parametru. |
|
|
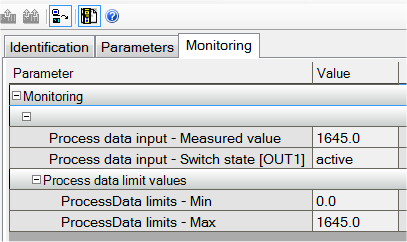
Online monitoring stavu hodnot senzoru. Měřená hodnota 1645 odpovídá plnému "vybuzení", konkrétně detekce kovového předmětu. Pro ostatní druhy detekovaného materiálu je tato úroveň jiná. Tyto dva údaje máme dostupné přes procesní data v PLC Simatic. |
|
|
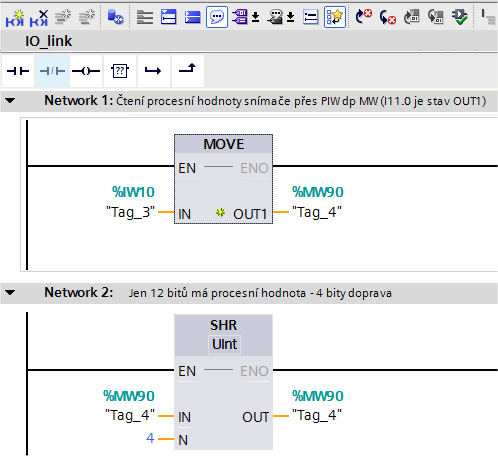
Jen je musíme trošku poupravit. Bitový signál přečteme vždy, ten je na I11.0, analogovou 12 bitovou hodnotu potřebujeme pošoupnout o čtyři bity doprava, takže nejprve uložit stav PIW10 někam do MW90, no a potom již stačí přes systémovou funkci SHR posunout všechny bity ve wordu doprava, abychom v MW90 měli stejnou hodnotu jako ve snímači. Tento systém dvou informací v jednom wordu procesních dat používají i jiní výrobci senzorové techniky. |
|
|
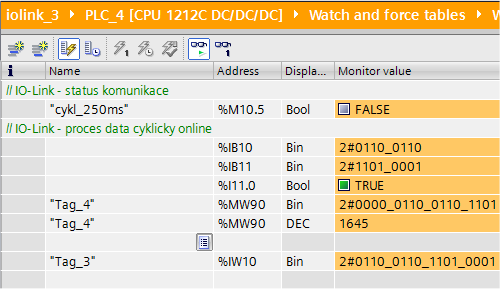
A je to. V I11.0 je status bitového výstupu a v MW90 pak máme naši hodnotu 1645 ve snímači. Proměnnou v MW90 a IW10 máte zobrazenu i binárně, aby bylo vidět, jak se nám bity hezky posunuly. |
|
Závěr:
Čtení procesních hodnot, tedy těch nejdůležitějších pro každý snímač, není zase až tak komplikované, v případě složitějších snímačů je pak zajímavé místo různých komunikačních a analogových modulů pro PLC použít IO-Link Master modul. Zvlášť pokud jej obsadíme celý, tedy na každý port si připojíme účastníka. A ruku na srdce, ani analogové vstupní moduly nejsou vždy využité na 100%.
Jaroslav Blažek
Doplňující odkazy k článku:
Kapacitní senzor KQ6005: http://www.ifm.com/products/cz/ds/KQ6005.htm
Další články o PLC, Scada/HMI, pohonech, software a komponentech nejen pro průmyslové aplikace najdete na http://automatizace.hw.cz



