Pro aplikace levné kontrolní váhy pro vyhodnocení chybějících balení v kartónové krabici jsem spolu s PLC Fatek FBs-20MC použil pro vytvoření jednoduché vizualizace průmyslový dotykový 5,7“ LCD TFT displej FATEK s označením FAC-FV-058NT-T11. Zde je krátké praktické představení:
Hardwarová výbava
 Displej
FAC-FV-058NT-T11 má při úhlopříčce 5,7“ a rozlišení 320x240 pixelů celkové
rozměry 119 x 99 x 42 mm. Je tedy dost malý, což však v případě
zobrazení jen několika informací nemusí být na závadu. Navíc v jeho prospěch
hraje přijatelná cena (cca 12 tis. Kč u firmy SEA Praha), která při volbě větších
úhlopříček pak již dost rychle narůstá. Navíc v případě většího počtu informací lze
vše snadno „roztřídit“ do menu a podstránek, které pak obsahují jen specifické
informace.
Displej
FAC-FV-058NT-T11 má při úhlopříčce 5,7“ a rozlišení 320x240 pixelů celkové
rozměry 119 x 99 x 42 mm. Je tedy dost malý, což však v případě
zobrazení jen několika informací nemusí být na závadu. Navíc v jeho prospěch
hraje přijatelná cena (cca 12 tis. Kč u firmy SEA Praha), která při volbě větších
úhlopříček pak již dost rychle narůstá. Navíc v případě většího počtu informací lze
vše snadno „roztřídit“ do menu a podstránek, které pak obsahují jen specifické
informace.
Displej je výhradně určen pro montáž do panelu / stěny rozvaděče či krytu zařízení, kde vyžaduje vytvoření otvoru rozměrů 109,5 x 89,5. V něm je mechanické upevnění provedeno z vnitřní strany pomocí přiložených 4 kovových úchytů. Panel jsem instaloval do krytu plastové skříně GEWISS a mohu potvrdit, že po mechanické stránce je uchycení velmi dobré a při správně vyrobeném otvoru se displej při používání nijak nehýbá a z přední strany je prostřednictvím gumového těsnění pevně „nalepen“ na stěnu. Mytí vodou tak není problém, protože stupeň krytí z přední strany displeje je IP65.
Jak je již napsáno v názvu článku, displej je pro ovládání vybaven dotykovou rezistivní plochou struktury plast – sklo s rozlišením 1024 x 1024 bodů. Pro ovládání prsty, což je v průmyslu asi nejběžnější, je to dostačující. Pro registraci doteku je však nutné vyvinout troškou zvýšenou ovládací sílu a hlavně mít dotykovou plochu dobře nakalibrovanou. Kalibrace se provádí prostřednictvím spuštění kalibračního režimu v servisním menu displeje, které je v displeji již nahrán od výrobce v podobě interního firmwaru.
Z pohledu parametrů samotné zobrazovací plochy se jedná o dnes klasickou konstrukci barevného TFT LCD displeje s bílým LED podsvícením, zobrazením 256 barev a s docela nízkým rozlišením 320x240 pixelů. To však po realizaci vizualizace složené jen ze zobrazování textů, čísel a ovládacích softwarových tlačítek plně postačuje. V nabídce Fateku (společnosti SEA Praha) jsou samozřejmě i další displeje s větším rozlišením 800x480 pixelů, ale samozřejmě si musíte několik tisíc Kč připlatit. Jas i kontrast displeje lze měnit softwarově opět pomocí softwarových tlačítek +/- v servisním menu displeje ve velmi širokém rozmezí. Z pohledu kvality zobrazení informace nemám žádných námitek. Zorný úhel je dost široký (odhadem v horizontální rovině cca +/- 80°, ve vertikální rovině cca -60° / + 45°), takže při pevném umístění např. na stěně mají vcelku pohodlné čtení jak osoby nízkého, tak i osoby vysokého vzrůstu.
 Na
přední straně displeje pak mimo zmíněnou dotykovou / zobrazovací plochu, loga
Fatek a zelené indikace přítomnosti napájení již dále nic více nenajdete. Vše
ostatní je na zadní straně. Zde naleznete:
Na
přední straně displeje pak mimo zmíněnou dotykovou / zobrazovací plochu, loga
Fatek a zelené indikace přítomnosti napájení již dále nic více nenajdete. Vše
ostatní je na zadní straně. Zde naleznete:
- Napájecí konektor 24 VDC (vyjímatelný konektor typu Phoenix se 3 šroubovými
svorkami - +24 V, 0V, zem)
- COM1 – 9pin. (zdířky) sériový konektor RS-232/485 pro komunikaci s PC
i s PLC
- COM2 - 9pin. (kolíky) sériový konektor RS-232/485 pro komunikaci s PLC
- COM3 - „zacvakávací“ konektor pro vodiče sériové komunikace RS-422/485 pro dálkové
připojení k PLC či propojení s dalšími displeji
- Ethernetový konektor RJ-45 pro komunikaci s PC, PLC či případně LAN tiskárnou
Z uvedeného výčtu je patrná možnost velmi rozsáhlého propojení displeje s okolnímu zařízeními, ať to je nadřazené zařízení typu PC či PLC, další HMI displeje či periferní zařízení typu RS-232 nebo LAN tiskárny. Komunikace s LAN tiskárnou je dokonce speciálně podporována již zmíněným firmwarem displeje a její nastavení se opět provádí v servisním menu displeje. Současná komunikaci mezi více stejnými i různými HMI displeji či s více PLC jednotkami je možné tedy provést prostřednictvím poloduplexní sériové sběrnice RS-485 nebo pak pomocí ethernetové LAN sítě. V druhém případě se opět v servisním měnu může nastavit libovolná komunikační IP adresa a maska, a však DHCP režim není k dispozici.
Protože v mé aplikaci jsem potřeboval zajisti jen komunikaci displeje s již zmíněným PLC Fatek FBs-20MC (displej však podporuje komunikaci s většinou PLC všech známých výrobců) na vzdálenost několika desítek centimetrů, využil jsem od výrobce přednastavenou RS-232 komunikaci přes COM1. Ethernetové LAN rozhraní jsem pak využíval pro komunikaci displeje s PC při nahrávání a ladění softwaru. Ostatní konektory jsem tedy nevyužil, ale standardně tam prostě jsou.
Poznámka: Praktické informace ohledně propojení a komunikace mezi displeji a PLC Fatek najdete v článku - TEST – Dotykový panel Fatek pro PLC – 3. komunikace s PLC
Vnitřní hardwarová výbava
Displej samozřejmě musí řídit program (firmware + uživatelský program), který musí být uložen v nějaké paměti a musí být vykonáván nějakým procesorem (CPU). Zde je typicky srdcem 32bitový RISC ARM procesor, který se pro takové aplikace běžně využívá a velmi hodí. Také mimo jiné umožňuje velmi rychle provádět dost složité výpočty a zpracování dat, takže rozhodně displej není určen jen čistě pro zobrazování, ale jeho slušný výpočetní výkon je vhodné využít pro různé zpracování data (filtrace, linearizace, násobení/dělení, porovnání apod.) a realizaci i rozsáhlých databází, včetně jejich prohledávání a správy.
K výkonnému CPU asistuje i dostatečně velká paměť. Konkrétně 4 MB Flash systémové paměti, 1 MB RAM pracovní paměti a 128 kB nebo 1 MB zálohované RAM paměti pro data (zachová data i po odpojení od napájení). Toto jasně dokazuje, jaké zde máme široké možnosti například v oblasti databází hodnot a znaků. Navíc jejich vytvoření a správa je velmi dobře podporována samotným programovacím / vývojovým PC softwarem PM Designer. Dále displej obsahuje obvod reálných hodin RTC a watchdog.
Programování displeje
 Programování
tohoto displeje, tedy toho, co má zobrazovat a jak má reagovat na dotyky, probíhá
úplně stejně jako u již dříve popsaného menšího kolegy FAC-FV-035ST-C10 – viz
článek "TEST
– Dotykový HMI panel Fatek pro PLC – 2. programování panelu". Také
zde se využívá vývojového a programovacího softwaru PM Designer, který je na
stránkách společnosti SEA Praha ke stažení zdarma.
Programování
tohoto displeje, tedy toho, co má zobrazovat a jak má reagovat na dotyky, probíhá
úplně stejně jako u již dříve popsaného menšího kolegy FAC-FV-035ST-C10 – viz
článek "TEST
– Dotykový HMI panel Fatek pro PLC – 2. programování panelu". Také
zde se využívá vývojového a programovacího softwaru PM Designer, který je na
stránkách společnosti SEA Praha ke stažení zdarma.
Zde bych již blíže naťuknul dvě složitější záležitosti:
- Databáze (Recipe)
- Podprogramy pro zpracování dat (Macro)
Databáze (Recipe)
I když založení a používání databáze vypadá dost složitě, v případě použití programu PM Designer to zase tak těžké není, když člověk vyzkoumá jak na to. Pro založení databáze, zde označované pojmem „Recipe“ slouží v levém výběrovém stromu položka „Recipe“. Když na ni kliknete pravou packou myši a dáte „Add“ otevře se okno "Recipe Block" pro definování názvu a parametrů nové databáze. Okno má dvě záložky "General" a "Data Item".
V první se definuje, jak má být databáze veliká. Zde si databázi můžeme představit jako tabulku, kde musíme definovat kolik bude mít řádků (Number of Recipes) a kolik sloupců (Recipe Size). Díky zadání těchto dvou hodnot si program sám spočítá množství paměti, které musí alokovat (Memory Required). Zde však musíme vzít v úvahu, že hodnota položky "Recipe Size" odpovídá počtu 16bitových čísel Integer (1 word). Pokud tedy budete chtít ukládat 32bitová čísla, musíte na jedno číslo dvě slova (2 words) a pokud chcete vkládat ASCII znaky, tak 1 slovo (1 words) = 2 znaky. Pokud se zde spletete, nic se neděje, protože lze alokaci paměti vždy později upravit. Dále se pak definuje kam do paměti se má databáze alokovat (Write Recipe to PLC). V mém případě adresa N100 je první místo zálohované paměti (tedy paměti, která drží data trvale i po vypnutí napájení).
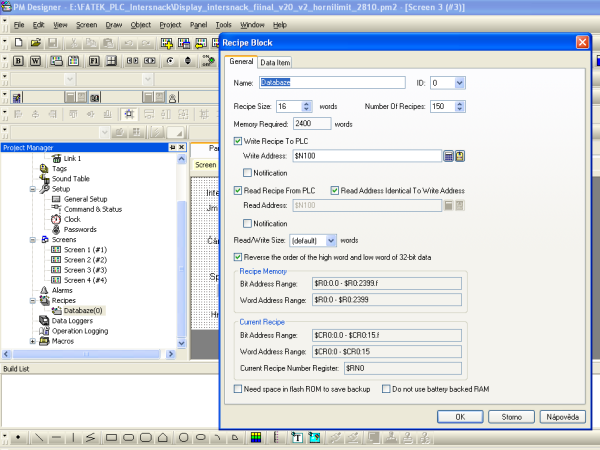
Níže v položkách „Recipe Memory“ a „Current Recipe“ se zobrazuje aktuální rozsah
alokované paměti v podobě rozsahu použitelných adresovacích ukazatelů v databázi.
Konkrétně „řádky“ databáze se adresují pomocí registru „RN“ a „sloupce“ databáze
pomocí registru „CR“. Konkrétně pokud máte jen jednu databázi tak využíváte
registry RN0 a CR0, pokud více databází, tak RN1 a CR1 atd.
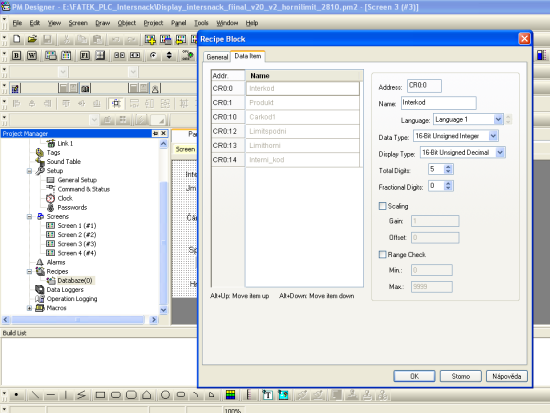
Konkrétně například 5.položka mojí "Databáze(0)" se naadresuje zapsáním
čísla 5 do registru RN0 (adresa RN0:5) a druhou 16bit. hodnotu v tomto „řádku“
přečtu pomocí zapsání čísla 2 do registru CR0 (adresa CR0:2).
V druhé záložce „Data Item“ se pak definuje povaha jednotlivých políček „sloupců“ databáze. V mém zobrazeném příkladu pak první sloupec CR0:0 obsahuje jednu 16bit. hodnotu, dále druhý "sloupec" velikosti 9 x 16bitů (CR0:1 až CR0:9) pak slouží pro uložení 18 ASCII znaků (9x2x 8bit. ASCII znak), třetí a čtvrtý sloupec pak slouží pro uložení 16 bit. čísla a nakonec pátý sloupec délky 2x16bit. slouží pro uložení 32bitového čísla. Tato adresování se využívá jak při zadávání adresy například do bloků zobrazování hodnot na displeji či vkládání čísel z displeje, tak pro kopírování hodnot na jiné místo paměti či při práci s databází v podprogramech Macro.
Podprogramy (Macro)
Položka Macro umožňuje uživateli / programátorovi napsat pomocí "klasických" příkazů kus programu, který bude vykonávat nějakou proceduru, například výpočet hodnot, prohledávání databáze apod.
Zde je například část programu prohledávání výše nastíněné databáze:
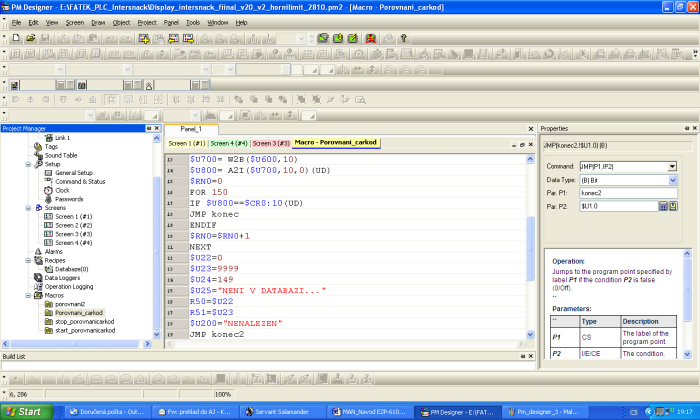
Macro lze pak spustit hned po startu (zapnutí) displeje a vykonávat pořád dokola, spouštět po určitém uplynutí času (Triggering), po přechodu na danou obrazovku (či položku menu) nebo například po stisku tlačítka, ke kterému je Macro přiřazeno. Lze napsat libovolný počet prográmků Macro a jejich běh pak různě spouštět a ukončovat různými situacemi. Pomocí těchto prográmků tak můžete libovolně využít vysokého výpočetního výkonu použitého 32bitového ARM procesoru a případně ulehčit práci připojenému PLC.
Autor článku a fotografií: Antonín Vojáček
DOWNLOAD & Odkazy
- Stránky dodavatele v ČR, firmy SEA PRAHA s.r.o., s přímým odkazem na PLC Fatek a příslušenství - www.seapraha.cz
- Články o displejích a PLC Fatek:
- Další články a testy o snímačích, PLC, komponentech nejen pro průmyslové aplikace najdete na stránkách serveru automatizace.HW.cz



