 Základem výroby většiny současných gumových výrobků, dílů a produktů je polotovar v podobě syntetického kaučuku typu PBR (polybutadiene rubber) nebo SBR (styrene-butadiene rubber), který produkují specializovaní výrobci kaučuku (v ČR například společnost Synthos Kralupy - dříve Kaučuk Kralupy). Ti složitým chemickým procesem vytvořený syntetický materiál SBR nebo PBR nakonec přetvoří do formy tzv. kaučukových briket, se kterými lze snadno strojově i manuálně manipulovat, které lze snadno balit a následně přepravovat k výrobcům pryžových výrobků, např. pneumatik. Ti pak brikety následně dále zpracovávají tzv. vulkanizací, což je fyzikálně chemický proces, při němž působením vulkanizačního činidla nebo energie dochází ke strukturním změnám kaučuku. V něm se kaučuk s lineární strukturou makromolekul mění v pryž s prostorovou strukturou makromolekul.
Základem výroby většiny současných gumových výrobků, dílů a produktů je polotovar v podobě syntetického kaučuku typu PBR (polybutadiene rubber) nebo SBR (styrene-butadiene rubber), který produkují specializovaní výrobci kaučuku (v ČR například společnost Synthos Kralupy - dříve Kaučuk Kralupy). Ti složitým chemickým procesem vytvořený syntetický materiál SBR nebo PBR nakonec přetvoří do formy tzv. kaučukových briket, se kterými lze snadno strojově i manuálně manipulovat, které lze snadno balit a následně přepravovat k výrobcům pryžových výrobků, např. pneumatik. Ti pak brikety následně dále zpracovávají tzv. vulkanizací, což je fyzikálně chemický proces, při němž působením vulkanizačního činidla nebo energie dochází ke strukturním změnám kaučuku. V něm se kaučuk s lineární strukturou makromolekul mění v pryž s prostorovou strukturou makromolekul.
 Celý proces vytváření kaučukových briket a jejich následné balení a paletizace z výrobce kaučuku a následné depaletizace jen tedy prováděn jen čistě pro potřeby snadné přepravy a nakonec i fakturace, protože jednotně veliké brikety se snadněji ukládají i váží.
Celý proces vytváření kaučukových briket a jejich následné balení a paletizace z výrobce kaučuku a následné depaletizace jen tedy prováděn jen čistě pro potřeby snadné přepravy a nakonec i fakturace, protože jednotně veliké brikety se snadněji ukládají i váží.
Kaučukové brikety představují kvádry syntetického kaučuku obvykle o rozměrech 650 až 750 mm x 300 až 350 mm x 180 až 220 mm s hmotností 30 až 34 kg. Tyto brikety se vytvářejí v tzv. briketovačce, což je lisovací stroj, který při teplotách přes 100°C stlačením do formy napadaného hrudkovitého materiálu vytvaruje výše zmíněnou krychli, kterou následně vysune ven na následující dopravníkový systém balící a paletizační linky. Na jejím konci jsou pak již zabalené kovové, případně dřevěné nebo plastové bedny plné briket zcela připravené pro manipulaci vysokozdvihem, paletovým vozíkem a přepravu v návěsu běžného kamiónu.
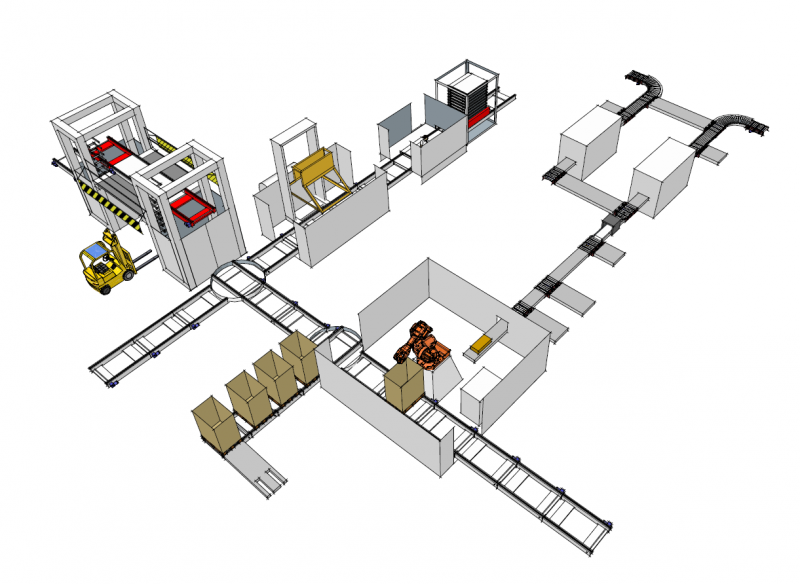
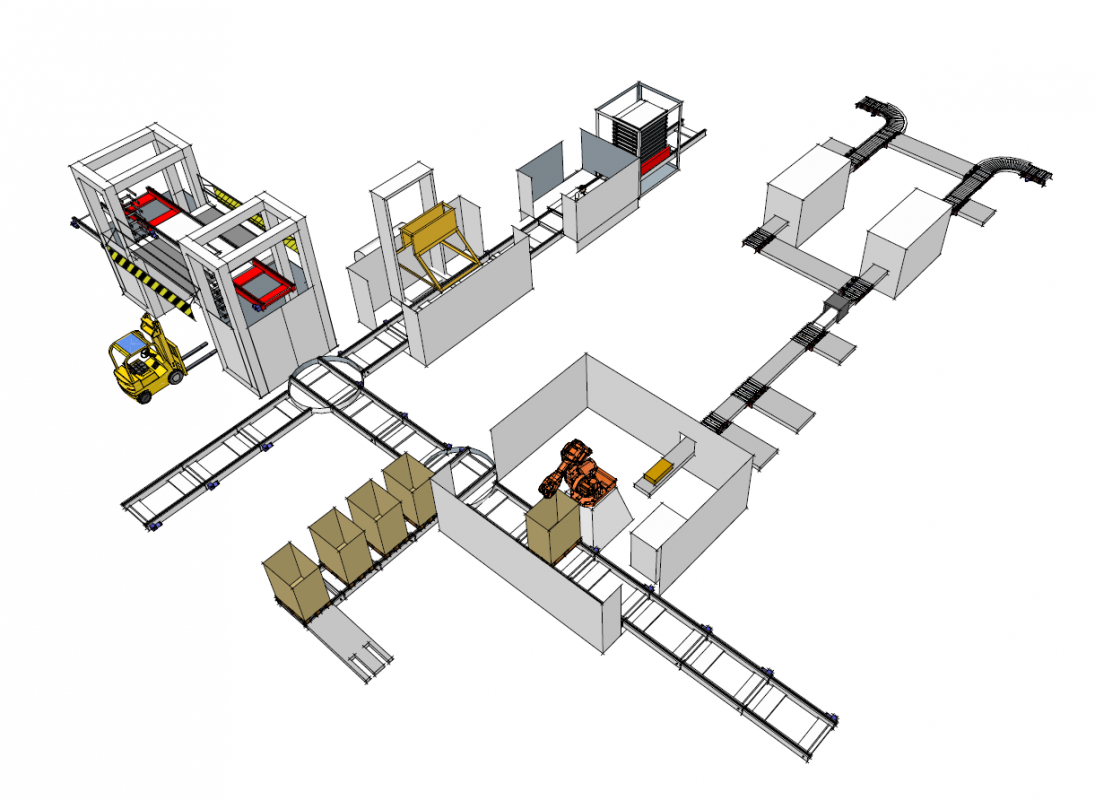 Osobně jsem se jako konstruktér a vývojář podílel na dodání několika linek právě pro balení a paletizaci kaučukových briket, takže si myslím, že jsem kompetentní k popisu automatizace, která se zde využívá. A rozhodně nejde o jednoduché systémy, které lze rozdělit na několik částí:
Osobně jsem se jako konstruktér a vývojář podílel na dodání několika linek právě pro balení a paletizaci kaučukových briket, takže si myslím, že jsem kompetentní k popisu automatizace, která se zde využívá. A rozhodně nejde o jednoduché systémy, které lze rozdělit na několik částí:
- Přeprava kaučukových briket.
- Kontrola vlastností briket.
- Balení jednotlivých briket.
- Příprava beden pro nakládání briket.
- Vkládání briket do beden.
- Přeprava beden.
- Označení beden etiketami.
Přeprava kaučukových briket
 Jednotlivé kaučukové brikety od výstupu lisů briket k paletizaci / ukládání přes místa kontrol vlastností a balení do fólie jsou převáženy po automaticky řízených dopravnících a to buď válečkových či pásových. Převážení obvykle není úplně triviální, protože současně tyto dopravníky slouží jako tzv. akumulační (buferovací), na nichž mohou brikety zastavit a postupně další přijíždějící brikety "štosovat" do fronty ve formě hada pro případy, kdy na trase k ukládacímu stroji dojde k nějakému krátkodobému problému znemožňujícímu další přepravu. Takovými krátkodobými problémy jsou například nutnost obsluhy balicího stroje (např. vložení balicí fólie), zastavení dopravníků z důvodu aktivace bezpečnostních funkcí (např. nouzové zastavení některého dopravníku), vyřazení nevhodných briket z dopravních cest, odběr briket pro laboratorní vzorky či z jakéhokoliv důvodu zaseknutí či kolize briket někde na přepravní cestě, nakonec i zastavení paletizačního / ukládacího stroje.
Jednotlivé kaučukové brikety od výstupu lisů briket k paletizaci / ukládání přes místa kontrol vlastností a balení do fólie jsou převáženy po automaticky řízených dopravnících a to buď válečkových či pásových. Převážení obvykle není úplně triviální, protože současně tyto dopravníky slouží jako tzv. akumulační (buferovací), na nichž mohou brikety zastavit a postupně další přijíždějící brikety "štosovat" do fronty ve formě hada pro případy, kdy na trase k ukládacímu stroji dojde k nějakému krátkodobému problému znemožňujícímu další přepravu. Takovými krátkodobými problémy jsou například nutnost obsluhy balicího stroje (např. vložení balicí fólie), zastavení dopravníků z důvodu aktivace bezpečnostních funkcí (např. nouzové zastavení některého dopravníku), vyřazení nevhodných briket z dopravních cest, odběr briket pro laboratorní vzorky či z jakéhokoliv důvodu zaseknutí či kolize briket někde na přepravní cestě, nakonec i zastavení paletizačního / ukládacího stroje.
 Aby byla akumulace efektivní, je nutné vhodně při návrhu linky zvolit počet a délky dopravníku transportní cesty. Například jednotlivé úseky transportních cest od výstupy lisů k měřicím či balicím místům až následně k nakládacímu / paletizačnímu stroji můžou být i několik desítek metrů, přičemž není vhodné tyto úseky dělat z "jednoho kusu" poháněného jedním elektromotorem. Z pohledu řízení akumulace briket je lepší tyto úseky rozdělit například na 1, 2 nebo 3 metrové úseky s vlastními elektropohony, které lze na základě signálů od optických snímačů vhodně spouštět a zastavovat, dle zaplněnosti dopravníků. I když se to zdá jednoduché řídící algoritmus výkonného řídícího PLC (typu Siemens S7-300 nebo S7-400), který linku obvykle celou ovládá, není úplně triviální a je nutné vhodně brikety po dopravnících posouvat. Navíc pokud se zrovna na určitém dopravníku nevyskytují, nebo se k němu neblíží, uživatel linky obvykle chce chod dopravníku zastavovat z důvodu šetření spotřeby energie. Trendem moderního řízení je totiž maximální šetření i v oblasti provozních nákladů.
Aby byla akumulace efektivní, je nutné vhodně při návrhu linky zvolit počet a délky dopravníku transportní cesty. Například jednotlivé úseky transportních cest od výstupy lisů k měřicím či balicím místům až následně k nakládacímu / paletizačnímu stroji můžou být i několik desítek metrů, přičemž není vhodné tyto úseky dělat z "jednoho kusu" poháněného jedním elektromotorem. Z pohledu řízení akumulace briket je lepší tyto úseky rozdělit například na 1, 2 nebo 3 metrové úseky s vlastními elektropohony, které lze na základě signálů od optických snímačů vhodně spouštět a zastavovat, dle zaplněnosti dopravníků. I když se to zdá jednoduché řídící algoritmus výkonného řídícího PLC (typu Siemens S7-300 nebo S7-400), který linku obvykle celou ovládá, není úplně triviální a je nutné vhodně brikety po dopravnících posouvat. Navíc pokud se zrovna na určitém dopravníku nevyskytují, nebo se k němu neblíží, uživatel linky obvykle chce chod dopravníku zastavovat z důvodu šetření spotřeby energie. Trendem moderního řízení je totiž maximální šetření i v oblasti provozních nákladů.
Pro detekci pozice a přítomnosti briket na válečkových dopravnících se nám velmi osvědčily speciální vestavné difuzní optické snímače. Například snímače Sick (viz článek Snímače pro válečkové dopravníky - Sick R/IR) nebo Wenglor (viz článek Speciální snímače pro válečkové dopravníky s větší odolností proti poškození). Tím, že jsou chráněny konstrukcí dopravníku, nejsou náchylné k mechanickému poškození nárazem od špatně natočených přepravovaných briket nebo pohybem / manipulací nepozorné obsluhy linky.
 Pro řízení pohonů jednotlivých dopravníků se využívá asynchronních elektromotorů s vestavěnou převodovkou (tzv. gearmotors). Dost často jsou tyto motory řízeny přes frekvenční měniče, nejen pro možnost řízení rychlosti, ale také pro potřebu průběžně kontrolovat provozní parametry jednotlivých pohonů, jako např. rozběhový a trvalý zátěžový proud, který může v průběhu užívání dobře informovat o opotřebení nejen motoru, ale i následujících mechanických poháněných částí, jako převodovky, ložisek nebo kvalitu poháněcích řetězů v případě válečkových dopravníků, kde jsou jednotlivé poháněné válečky jimi pospojovány. Protože často mezi řídicím hlavním PLC a jednotlivými motory dopravníků může být až několik stovek metrů, jsou dnes již často využívány přímo do motorů vestavěné frekvenční měniče řízené z hlavního řídicího PLC sériově mezi sebou pomocí průmyslové sběrnice Profibus-DP nebo Profinet. Tím se významně ušetří na množství kabeláže. Takové motory například nabízí společnost SEW ve své výrobní řadě "Movimot".
Pro řízení pohonů jednotlivých dopravníků se využívá asynchronních elektromotorů s vestavěnou převodovkou (tzv. gearmotors). Dost často jsou tyto motory řízeny přes frekvenční měniče, nejen pro možnost řízení rychlosti, ale také pro potřebu průběžně kontrolovat provozní parametry jednotlivých pohonů, jako např. rozběhový a trvalý zátěžový proud, který může v průběhu užívání dobře informovat o opotřebení nejen motoru, ale i následujících mechanických poháněných částí, jako převodovky, ložisek nebo kvalitu poháněcích řetězů v případě válečkových dopravníků, kde jsou jednotlivé poháněné válečky jimi pospojovány. Protože často mezi řídicím hlavním PLC a jednotlivými motory dopravníků může být až několik stovek metrů, jsou dnes již často využívány přímo do motorů vestavěné frekvenční měniče řízené z hlavního řídicího PLC sériově mezi sebou pomocí průmyslové sběrnice Profibus-DP nebo Profinet. Tím se významně ušetří na množství kabeláže. Takové motory například nabízí společnost SEW ve své výrobní řadě "Movimot".
 V dopravnících se pak využívá i pneumatiky v podobě pneumatických válců řízených přes elektroventily. Ty obvykle při dopravě briket slouží pro potřeby přesunu briket v mistech "křižovatek", kde se napojuje několik větví na jednu hlavní, nebo v místě tzv. pravoúhlých transferů. Ty jsou pro změnu směru výhodnější než pozvolné zatáčky, které vyžadují více zástavbového místa. Pravoúhlý transfer se prakticky skládá ze svou na sebe kolmých dopravníků zasazených do sebe, kde jeden je pevný přívodní a druhý odjezdový vysouvaný pomocí pneumatických válců, který se vysune a pohybově aktivuje až po najetí a zastavení brikety v rohu. Zde je tedy nutná správná synchronizace zastavení motoru přívodní sekce dle snímačů, následně co nejrychleji vysunout odjezdový dopravník a sepnout jeho motor, aby bylo časové zdržení každé brikety v místě co nejmenší. Po odjezdu brikety je pak nutné odjezdový dopravník co nejrychleji opět zasunout pod úroveň přívodní sekce, aby mohla hned najíždět další briketa.
V dopravnících se pak využívá i pneumatiky v podobě pneumatických válců řízených přes elektroventily. Ty obvykle při dopravě briket slouží pro potřeby přesunu briket v mistech "křižovatek", kde se napojuje několik větví na jednu hlavní, nebo v místě tzv. pravoúhlých transferů. Ty jsou pro změnu směru výhodnější než pozvolné zatáčky, které vyžadují více zástavbového místa. Pravoúhlý transfer se prakticky skládá ze svou na sebe kolmých dopravníků zasazených do sebe, kde jeden je pevný přívodní a druhý odjezdový vysouvaný pomocí pneumatických válců, který se vysune a pohybově aktivuje až po najetí a zastavení brikety v rohu. Zde je tedy nutná správná synchronizace zastavení motoru přívodní sekce dle snímačů, následně co nejrychleji vysunout odjezdový dopravník a sepnout jeho motor, aby bylo časové zdržení každé brikety v místě co nejmenší. Po odjezdu brikety je pak nutné odjezdový dopravník co nejrychleji opět zasunout pod úroveň přívodní sekce, aby mohla hned najíždět další briketa.


Pravoúhlý válečkový transfer využívá v jednosměru pevných poháněných válečků a v druhém pravoúhlém směru výsuvných poháněných či případně gravitačních nepoháněných válečků či řetězů.
Kontrola vlastností kaučukových briket
Jednotlivé kaučukové brikety je nutné předtím, než opustí výrobce, nutné otestovat, aby se vyřadily brikety s nevhodnými vlastnostmi. Obvykle se kontrolují celkové rozměry, nežádoucí přítomnost kovových částic, hmotnost a někdy vlhkost.
 Rozměry briket je nutné udržet v tolerančním rozsahu nejen kvůli odběrateli, ale i pro zamezení problémů při balení či nakládání do beden. Příliš malé nebo příliš velké brikety mohou způsobit havárii při přepravě po dopravnících, zaseknutí v balícím stroji, zaseknutí v detektoru kovů či měřiči vlhkosti nebo pak hlavně při nakládání. Limitní hranice rozměrů se obvykle kontrolují optickými reflexními snímači, nejlépe laserovými s úzkým paprskem. Pokud rozměry vybočí z toleranc, tak se buď zastaví dopravník, kde ke kontrole dochází a přivolá se obsluha, která briketu ručně vyřadí, nebo lépe se vyřadí automaticky tzv. separačním dopravníkem v podobě pravoúhlé výhybky, kde se briketa zavede na "slepou kolej", kde již čeká na další manipulaci. Tím se neblokuje provoz na hlavní přepravní trase a stačí menší počet lidské obsluhy.
Rozměry briket je nutné udržet v tolerančním rozsahu nejen kvůli odběrateli, ale i pro zamezení problémů při balení či nakládání do beden. Příliš malé nebo příliš velké brikety mohou způsobit havárii při přepravě po dopravnících, zaseknutí v balícím stroji, zaseknutí v detektoru kovů či měřiči vlhkosti nebo pak hlavně při nakládání. Limitní hranice rozměrů se obvykle kontrolují optickými reflexními snímači, nejlépe laserovými s úzkým paprskem. Pokud rozměry vybočí z toleranc, tak se buď zastaví dopravník, kde ke kontrole dochází a přivolá se obsluha, která briketu ručně vyřadí, nebo lépe se vyřadí automaticky tzv. separačním dopravníkem v podobě pravoúhlé výhybky, kde se briketa zavede na "slepou kolej", kde již čeká na další manipulaci. Tím se neblokuje provoz na hlavní přepravní trase a stačí menší počet lidské obsluhy.
Detekce přítomnosti nežádoucích kovových části se obvykle provádí průmyslovými průchozími detektory kovů (např. viz článek Detektory kovů Vistus pro automatickou kontrolu zboží). Opět obvykle za detektorem se nachází automatický separační dopravník, který po hlášení detektoru kovů příslušnou briketu odvede na "slepou kolej" pro pozdější zpracování.
Podobným způsobem funguje i kontrola hmotnosti, kde průběžná váha s poháněným dopravníkem vložená do přepravní linky automaticky zváží každou briketu, a pokud její hmotnost je mimo nastavené tolerance, opět je automaticky vyřazena. Současně se však hmotnost každé brikety obvykle přenáší po průmyslové sběrnici (např. Profibus, Profinet nebo Modbus) do nadřazeného systému s databází pro archivaci. Pro měření vlhkosti briket se obvykle používají speciální měřicí zařízení využívající měření pohlcení elektromagnetických vln v poměru k hmotnosti brikety. Údaje se obvykle také přenášejí do centrální databáze a archivují.


Příklad kontrolní váhy v podobě někdy dost nenápadného odděleného krátkého dopravníčku umístěného na zátěžových tenzometrických snímačích (obr. vpravo) a detektoru kovů v podobě průchozího tunelu na speciálním dopravníku (obr. vpravo).
 Balení jednotlivých kaučukových briket
Balení jednotlivých kaučukových briket
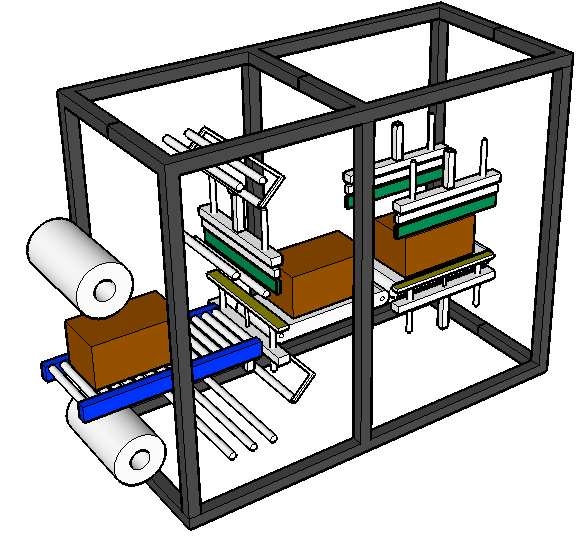
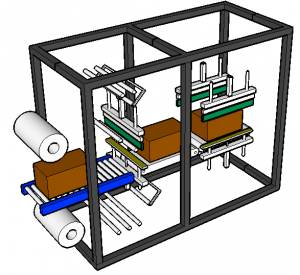
Brikety se musí jednotlivě zabalit, aby se do měkkého materiálu kaučuku během další manipulace a přepravy nezanesly částice různé "špíny", která by znehodnotila kvalitu kaučuku. K balení kaučukových briket se obvykle používá systém "nájezd brikety do fólie s následným tepelným svařením volných okrajů".
K balení se využívá speciálních automatických balicí strojů vložených do přepravní cesty mezi dva dopravníky (přiváděcí a odváděcí). Balicí stroj obvykle obsahuje dvě role fólie (horní a spodní), které jsou spojeny tepelným svařením v prostoru nájezdu vstupující nezabalené brikety. Během pohybu brikety se obě fólie (horní i spodní) vhodnou rychlostí odvíjejí a tím briketu "obtočí" z horní a spodní strany.
 Následně se briketa zastaví na svařovacím místě, kde se na konci brikety svaří k sobě fólie horní a spodní role dvojitým svárem, přičemž mezi nimi se fólie současně přeřízne. Vznikne tak svár fólie na konci brikety (tím je fólie za briketou spojená / uzavřená) a současně svár spojuje fólii horní i spodní role čekající pro příjezd další brikety k zabalení, kde bude tvořit tzv. přední svár fólie v čele brikety.
Následně se briketa zastaví na svařovacím místě, kde se na konci brikety svaří k sobě fólie horní a spodní role dvojitým svárem, přičemž mezi nimi se fólie současně přeřízne. Vznikne tak svár fólie na konci brikety (tím je fólie za briketou spojená / uzavřená) a současně svár spojuje fólii horní i spodní role čekající pro příjezd další brikety k zabalení, kde bude tvořit tzv. přední svár fólie v čele brikety.
Volná fólie na bocích briket je pak také tepelně svařena tzv. bočními svařovacími lištami. Vytápění jednotlivých tzv. svařovacích lišt pomocí topných spirál je řízen tepelnými PID regulátory s měřením aktuální teploty pomocí termočlánků. Sledování pohybu briket na dopravnících baličky se provádí optozávorami a pohony dopravníků (motory), které jsou ovládány frekvenčními měniči.
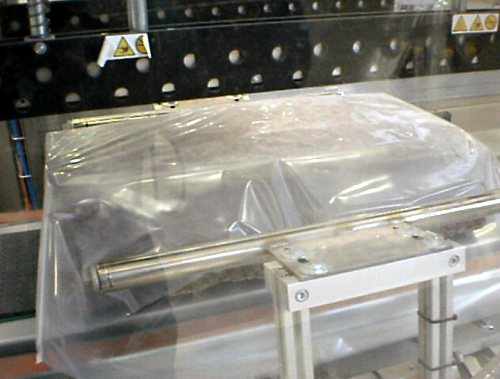
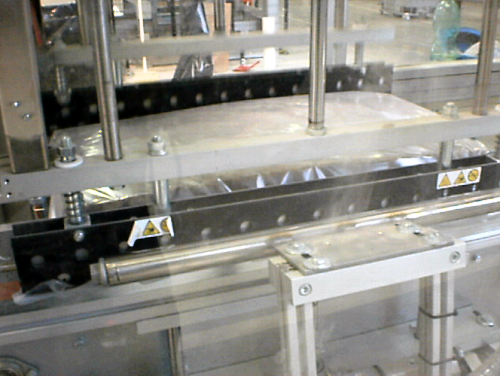
Ukázka bočního svařování fólie obtočené okolo kaučukové brikety.
Závěr
V tomto prvním díle jsme se zabývali samotnou automatizací přepravy a balení jednotlivých briket. V příštím druhém díle si přiblížíme automatické robotické skládání jednotlivých kaučukových briket do beden pro přepravu k zákazníkům...

Odkazy:
- Webové stránky výrobce / dodavetele kaučukových paletizačních linek: http://www.albertina-trading.cz



