
Pokud jste první část funkce PTO výstupu pro řízení pohybu z S7-1200 přeskočili a nemáte s uvedeným velké zkušenosti, doporučuji opravdu přečíst nejprve první díl a seznámit se zákonitostmi parametrizace osy v TIA Portal. Jinak ale s chutí do toho, výsledný efekt zaručen, viz závěrečné video!
|
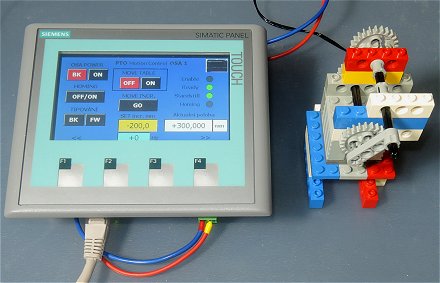
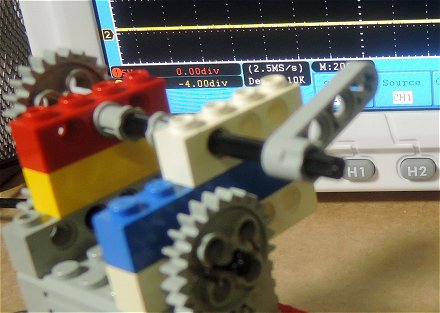
Všechny funkce pohybu, které jsme si ukázali minule, nyní zkusíme ovládat z PLC programu S7-1200 a připojeného HMI dotykového panelu. Jako demonstrace pohybu poslouží opět "LEGO pohon" napájený přímo z PTO výstupu, ovšem přes tranzistorový oddělovač. |
|
|
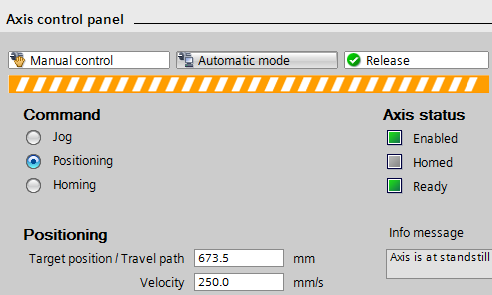
Z TIA Portal jsme se naučili parametrizovat a ovládat u naší polohovací osy tipování vpřed nebo vzad, polohování absolutní, nebo přírůstkové relativní a také důležité referování (homing). To vše navíc včetně LED signalizace a nastavení souřadnice zkusíme udělat z HMI. |
|
|
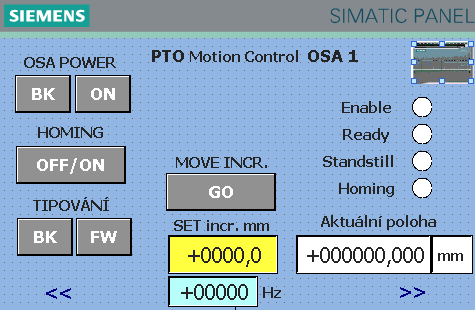
Přesně takhle, uvolnění osy, referování, tipování a posuv o inkrement. Zobrazíme si aktuální polohu osy a LED signalizaci stavu. Schází zatím nezajímavější ovládání a to tabulka posuvových vět, což si ukážeme na závěr, až nám bude tohle všechno fungovat. |
|
|
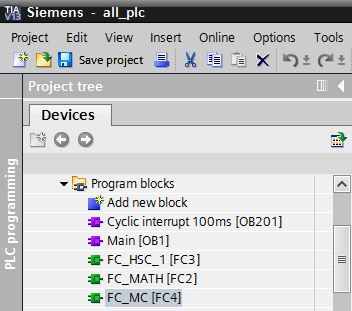
V PLC programu jsme si vytvořili samostatný programový blok FC_MC, kde se budeme snažit vše ohledně pohybu vyřešit. |
|
|
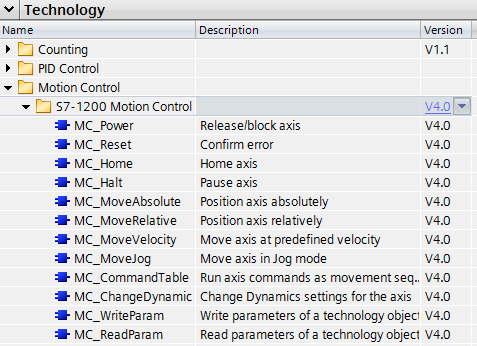
V TIA Portal k řízení pohybu slouží několik hotových funkcí, které jednoduše myší přetáhneme do našeho programového bloku. Podle toho, kterou chceme použít. Nemusíme v žádném případě používat všechny, jen ty, které pro náš pohyb potřebujeme. |
|
|
Každá funkce je podrobně popsána v systémové příručce S7-1200, ale uděláte to i bez ní, pokud to pojede napoprvé. Jinak bude nutné nalistovat aspoň tabulku poruchových kódů. |
|
|
Nejjednodušší postup je hezky krok za krokem, od základního zapnutí osy, přes tipování, referenci až ... |
|
|
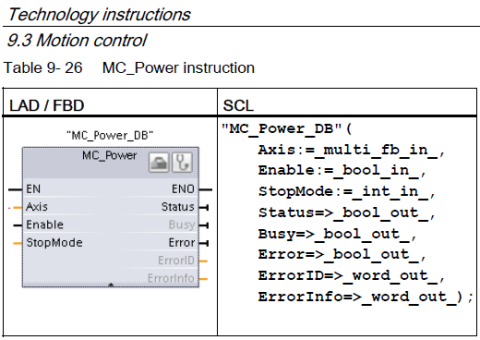
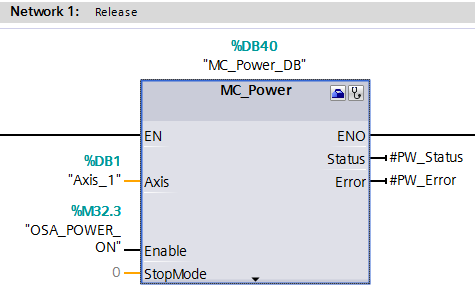
Jako první je nezbytné osu zapnout, uvolnit. Slouží k tomu blok MC_Power, kde na jeden vstup přiřadíte osu, systém si ji sám najde v projektu. K uvolnění pak použijeme jeden bit (M32.3) na vstup Enable, ovládaný z HMI. Z datového bloku celé osy, který jsme si ukázali v minulém článku, si ještě na HMI vždy vytáhneme bitovou signalizaci patřičné funkce, nyní zapnutí osy a tu připojíme na signalizační LED. Formáty proměnných, kódy poruchy a statusu bloku, jsou popsány ve zmíněné příručce S7-1200. |
|
|
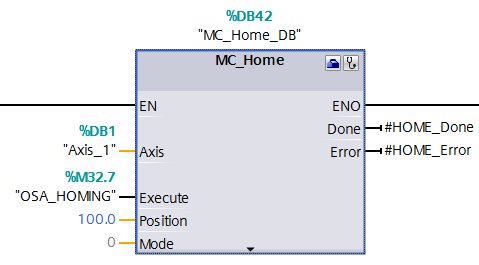
Obdobně u referování, které budeme také potřebovat. Kromě již podobných povelů jako pro zapnutí osy přibude ale ještě referenční poloha a mód reference. Prakticky jakmile přijde signál (M32.7) na vstup Execute, zapíše se do aktuální polohy osy nastavená hodnota 100.0. Tohle jsme si již také vyzkoušeli z ovládacího panelu TIA Portal minule. |
|
|
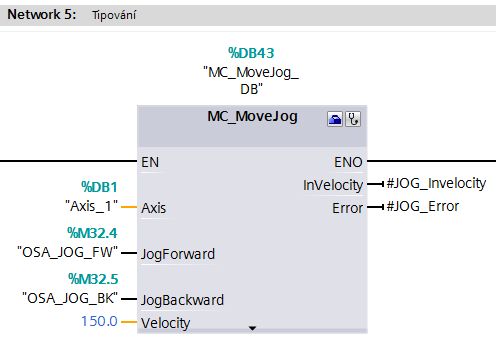
Obdobně k ovládání tipování slouží funkční blok MC_MoveJog, k tomu již není potřeba žádné vysvětlení. Rychlost tipování je nastavitelná proměnnou na patřičném vstupu bloku. |
|
|
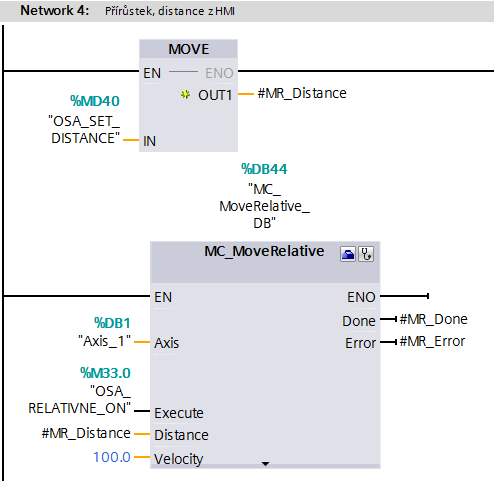
Pro inkrementální pohyb osy si vzdálenost, kterou má osa ujet nastavíme na HMI panelu v proměnné MD40. Rychlost necháme napevno z PLC programu, ale klidně si ji můžeme upravit obdobně jako vzdálenost. |
|
|
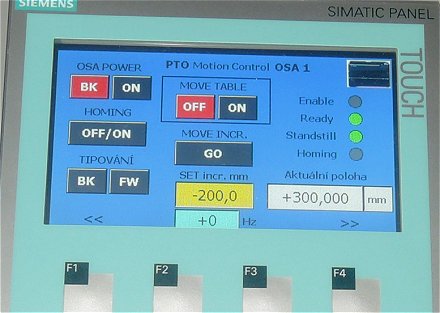
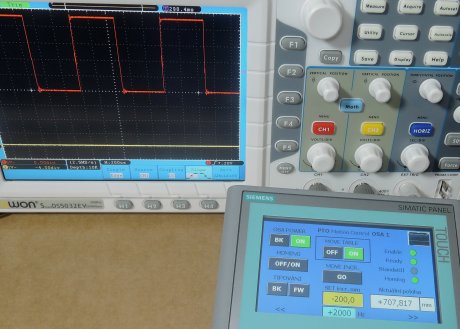
Takto to pak vypadá na dotykovém panelu, ovládání pohybu přes tabulku si zatím nebudeme všímat, stačí, když rozchodíme, zapnutí tipování a další funkce. Všechny aktuální informační signály na panelu jsou z datového bloku osy. |
|
|
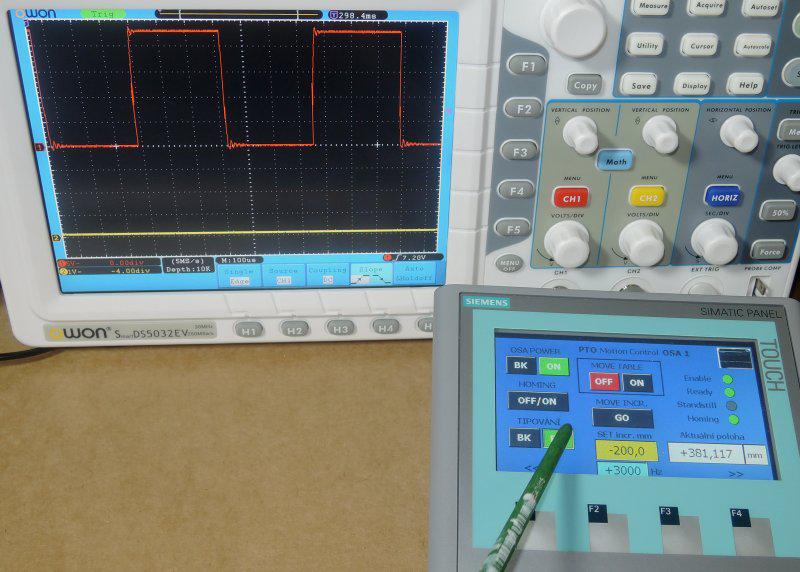
Zapnutí tipování a PTO výstup. Frekvence pulzů je úměrná rychlosti. Jestliže vše funguje, jdeme na posuvové věty v tabulce posuvů. Klikněte si na obrázek pro zvětšení. |
|
|
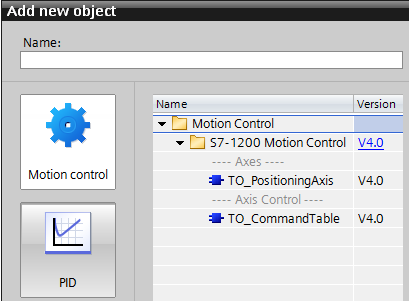
Do projektu si zkusíme přidat další objekt, a sice CommandTable, tedy tabulku posuvových vět. Výraz posuvová věta je jeden řádek tabulky, kde říkáme ose, co má udělat a kam dojet. To je ten objekt, který jsme si v minulém článku v grafice vymazali, aby nás to nemátlo. |
|
|
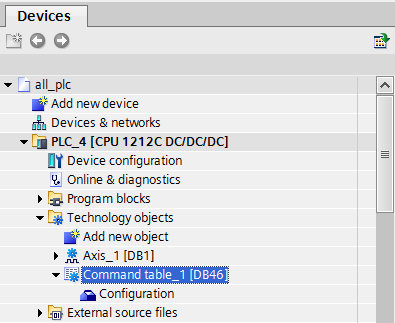
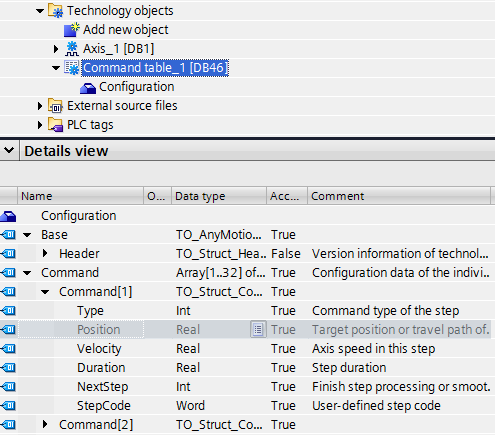
Jako další technologický objekt najdeme v projektu naši tabulku. Má jen jednu položku, a sice konfiguraci. Ale pozor, podobně jako osa jsou všechny její parametry uloženy v datovém bloku (DB46), a tím pádem jsou přístupné v PLC programu a také HMI. Jak uvidíme dále, je to velice důležité. |
|
|
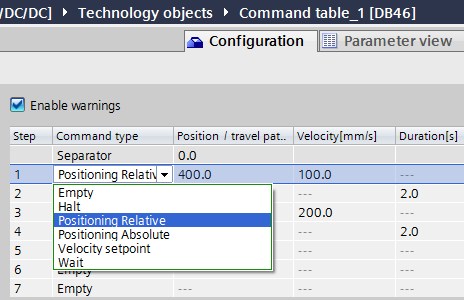
Každá tabulka může mít 32 řádků a v každém nastavíme, co chceme pomocí rozbalovacího menu. Co není v nabídce, nejde nastavit. Je to srozumitelné a jednoduché. |
|
|
Každý buňka tabulky je přístupná přes její datový blok, takže se dá upravovat v PLC programu, nebo na ovládacím panelu. Jen se v tom neztratit. Ale nic nám nebrání si pro přehlednost udělat tabulek více a podle podmínek je vyvolávat z PLC programu. |
|
|
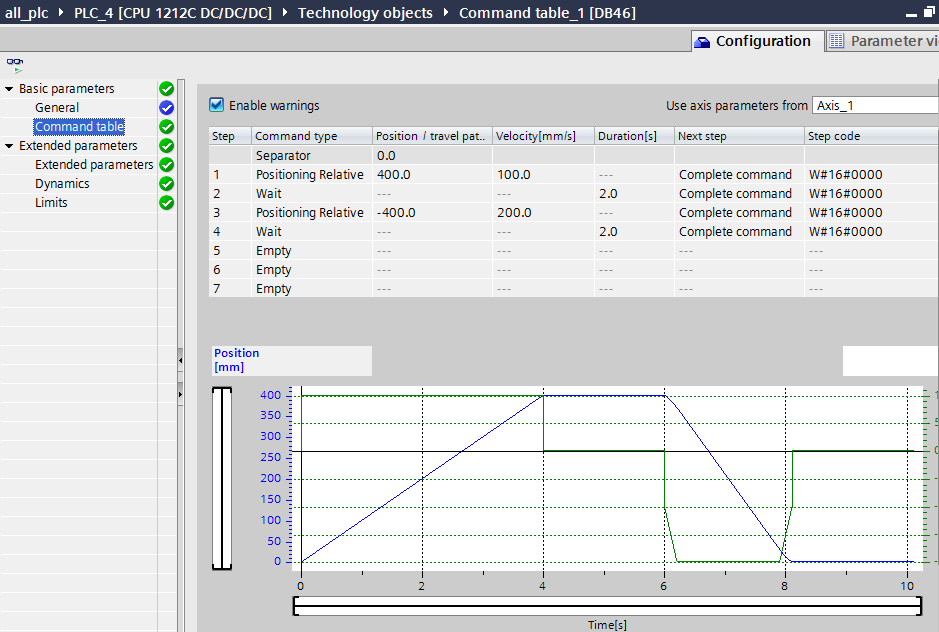
Okamžitě jakmile do tabulky vložíme řádek, na grafu se nám přehledně ukáže pohyb, který osa vykoná. My na jednom řádku máme pomalý pohyb, v dalším se vrátíme zpět, ale rychleji. Klikněte si na obrázek pro zvětšení. |
|
|
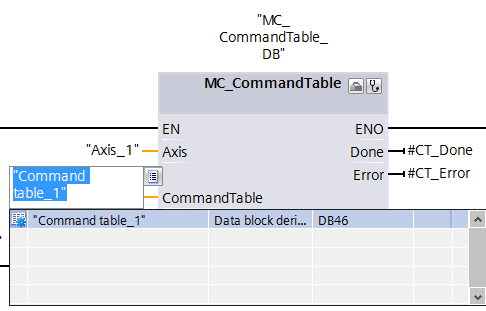
K obsluze a vyvolání tabulky slouží opět systémová funkce MC_CommandTable a vytvořenou tabulku software sám v projektu najde a nabídne její vložení na vstup funkce. Pokud bychom měli více tabulek, vybereme si z nabídky tu pravou |
|
|
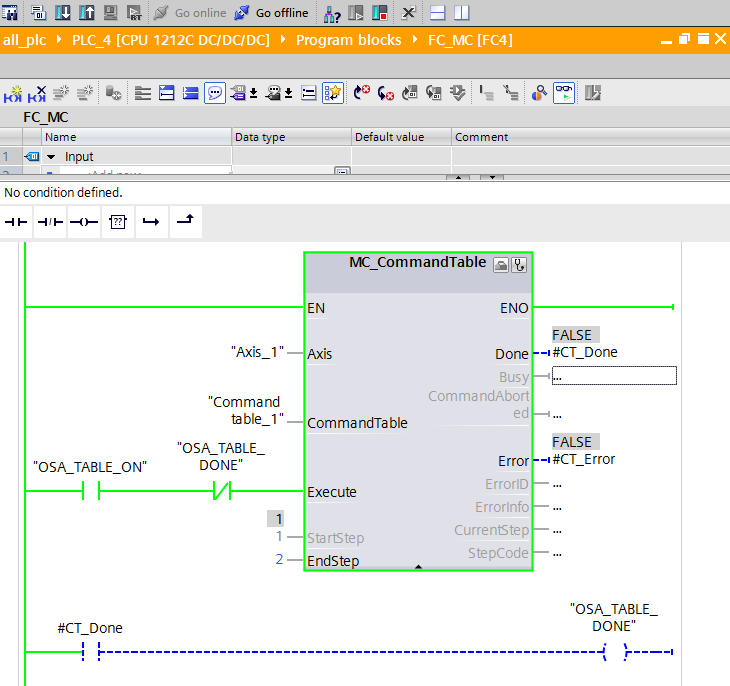
Úplně jednoduše jsme si zajistili opakování příkazů z tabulky pořád dokola, přes hlášení CT_Done. Navíc si všimněte, že na vstupech Start/EndStep máme 1 a 2, což nyní znamená, že se vykoná jen první a druhý řádek tabulky. Standardně je tam 1 a 32, prázdné řádky se nevykonávají. Klikněte si na obrázek pro zvětšení. |
|
|
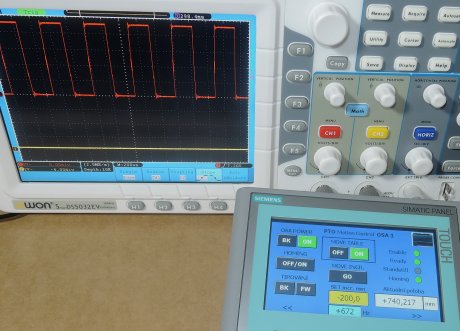
První posuvová věta z tabulky, pomalou rychlostí o 400mm vpřed. |
|
|
Další věta rychleji o 400mm zpět. Přesně to koresponduje s výše uvedenou tabulkou. |
|
|
A také nezbytná pauza 2 vteřinky. Velmi efektně je to vidět na videoukázce níže. |
|

|
Pulzní výstupy PTO v řízení pohybu z PLC a HMI panelu: https://youtu.be/1gBl5a7luMI |
Závěr:
Není to tak složité, jak se na první pohled může zdát, jestliže si všechno projdeme krok za krokem od začátku. Ve skutečné aplikaci pak bude komplikovanější zajištění a kontrola provozních podmínek v PLC programu, včetně ošetření poruch a nedefinovaných stavů třeba po výpadku elektrické energie. Na druhé straně princip a pojmy v nastavení osy je podobný jako u programování složitějších pohonů, takže už se vtom dokážeme trochu orientovat. A o to přece jde.
Jaroslav Blažek
Doplňující odkazy k článku:
Sinamics V60 s pulzním ovládáním: http://w3.siemens.com/mcms/mc-solutions/en/converters/low-voltage-converters/sinamics-v/basic-servo-drive/pages/sinamics-v60.aspx
Systémová příručka pro S7-1200: http://support.automation.siemens.com/BR/view/en/36932465
Další články o PLC, Scada/HMI, pohonech, software a komponentech nejen pro průmyslové aplikace najdete na http://automatizace.hw.cz




Komentáře
Jen tak dál !!!
Výborný článek, přesně něco takového hledám pro inovaci modulů s třemi krokovými motory pro justování relé, kde je vše řízeno Siemensem S5-115U a IP247 a již je to výkonově nedostačující.